
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
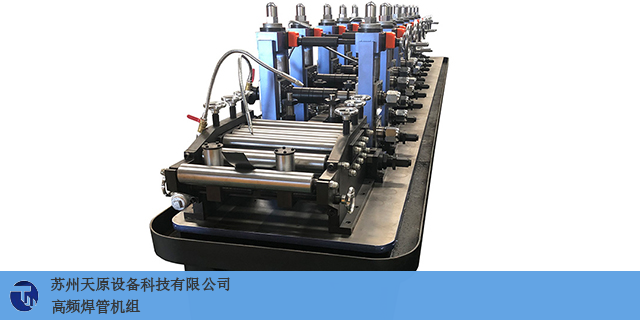
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。焊管机组不是高频焊管机组?湖南好的焊管机组诚信为本
焊管机组
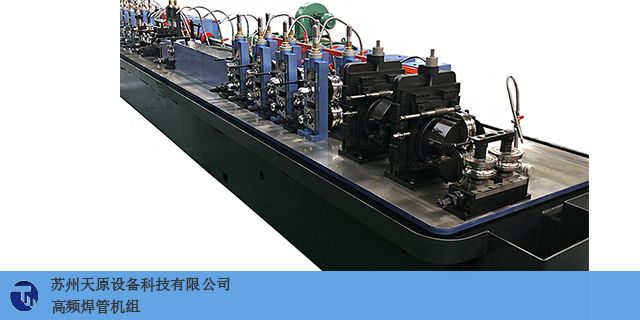
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。上海先进焊管机组出厂价格焊管机组要注意这些常见的问题!

焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。使用过程中,焊管机组要注意哪些问题?

焊管机组轧制线平时隐性存在的这条线主要表现在以下方面:1.从焊管机组侧面看,它叫做“轧制底线”,是所有下平辊孔型喉径和所有立辊孔型完整弧线外缘点的安装基准,要求全部平辊孔型喉径点和全部立辊完整孔型外缘点的连线必须与轧制底线重合。轧制底线具有只有性与多样性特点。只有性是针对每一次具体换辊及其生产周期,它是只有的校调基准;多样性则是指轧制底线具有“水平”、“上山”、“下山”、“直线”与“曲线”等不同形制。轧制底线不同,对成型管坯边缘纵向延伸量的多少与性质会产生重要影响。2.从焊管机组上面看,它叫“轧制中线”,是所有轧辊孔型及前后配套设备的对称线,其对焊管线所有主机辅机设备的联动性及正常生产运行及其重要。当采用水平轧制底线时,轧制中线的投影与之重合。由此可见,轧制底线与轧制中线的关系为:轧制底线可以当成轧制中线使用,这也是在日常换辊操作中,只拉轧制底线而不用拉轧制中线的缘故。焊管机组的使用注意说明。黑龙江自动化焊管机组厂家供应
焊管机组分高频和低频?湖南好的焊管机组诚信为本
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。湖南好的焊管机组诚信为本

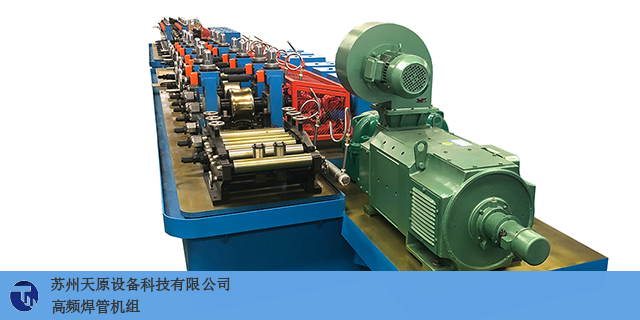
高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检...
- 河南制造焊管机组 2024-05-21
- 河南好的焊管机组出厂价格 2024-05-21
- 黑龙江焊管机组哪家好 2024-05-21
- 制造焊管机组经验丰富 2024-05-21
- 上海销售焊管机组铸造辉煌 2024-05-21
- 安徽正规焊管机组哪家好 2024-05-21
- 福建焊管机组厂家直销 2024-05-21
- 安徽销售焊管机组保养 2024-05-21
- 甘肃性能优良焊管机组机械结构 2024-05-20
- 湖南先进焊管机组调试 2024-05-20

- 湖南机械焊管机组售后保障 2024-05-20
- 安徽好的焊管机组特价 2024-05-20
- 江西焊管机组厂家供应 2024-05-20
- 天津直销焊管机组厂家报价 2024-05-20
- 甘肃焊管机组客户至上 2024-05-19
- 上海机械焊管机组产品介绍 2024-05-19






- 江苏不锈钢焊管机设计 05-28
- 湖南销售不锈钢焊管机推荐厂家 05-28
- 四川不锈钢焊管机厂家供应 05-28
- 河南直销不锈钢焊管机厂家直销 05-28
- 上海工业不锈钢焊管机哪里买 05-28
- 河南不锈钢焊管机价格 05-28
- 广东自动化不锈钢焊管机联系方式 05-28
- 辽宁自动化不锈钢焊管机哪里好 05-28
- 重庆购买不锈钢焊管机厂家直销 05-27
- 四川工程不锈钢焊管机哪里好 05-27