
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
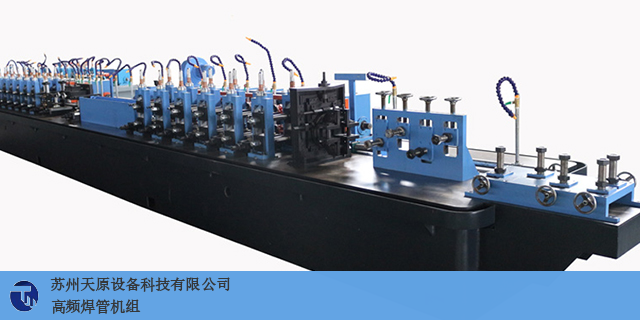
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。苏州焊管机组厂家供应商。上海制造焊管机组客户至上
焊管机组
导致焊管有时在很低的压力下发生焊缝爆裂。三,达到基本直度在焊管生产实践中,对直度有两种理解。一是国际规定的直度,圆管不大于2‰,异型管不大于3‰;另一是使用性直度,指标要求由供需双方商定。前者适用于“市场货”,用户不固定;后者适用于提出要求的特定用户。无论是哪种直度,只有经过定径辊的轧制才能平衡管内应力,使焊管达到基本直度。四,提高焊管表面质量定径辊对焊管表面质量的促进作用主要表现在三个方面:(1)促使焊缝圆滑。去除外毛刺后的焊缝面与焊管外圆总是相接而不是相切,相接就存在棱角;在管面焊缝部位总能看到和用手感觉到棱角,极不美观。只有经过数道次定径辊轧制后,才能消除焊缝面与管面棱角,实现圆滑。(2)减轻表面压痕和划伤。从管坯成型到完成焊接,其间要经过二、三十只轧辊(排辊成型会更多)的轧制与高温焊接,任何一个环节都有可能在焊管表面留下伤痕与印迹。而经过定径辊轧制后,其中一些伤痕和印迹会变浅,变得没有手感。(3)防止定径段自身产生伤痕。要求精心调整定径孔型对称性,正确施加轧制力,确保焊管表面无压痕、划伤等表面缺陷。甘肃正规焊管机组焊管机组要关注这些事项。
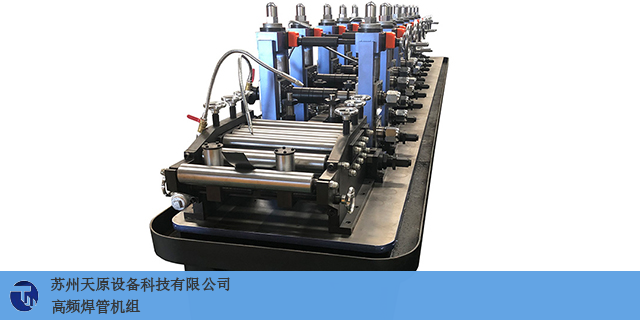
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。
高频直缝焊管是使用从钢厂进来的用钢带或钢板通过压力机或者高频直缝焊管机制造出的圆形高频直缝焊管、再采用二保焊或者埋弧焊焊接成型,使用这个方法制造的焊管都可称为高频直缝焊管。高频直缝焊管比无缝钢管成本低、生产效率高,可加工尺寸以及厚度范围比较广,采用的坯料主要以钢板为主。高频直缝焊管在酸性环境中耐蚀能力较强。高频直缝焊管生产工艺钢板检测:用来制造高频直缝焊管的钢板进入生产线之前,首先进行全板超声波检验;下料:通过铣边机对钢板的两侧边缘进行铣削,使之达到需要的钢板宽度以及板边平行度和坡口形状;预弯:使用预弯机进行板边的预弯,符合曲率的要求,厚度较大的可以使用压力机进行预弯。成型:在成型机上首先将预弯后的钢板的一半进行多次碾压,使其成为"J"形,再将钢板的另一半进行同样操作,压成"C"形,然后制造出开口的"O"形预焊:成型后的高频直缝焊管合缝并采用气体保护焊进行连续焊接;内焊:采用纵列多丝埋弧焊(可为四丝)在高频直缝焊管的内侧进行焊接;外焊:采用纵列多丝埋弧焊在高频直缝焊管的外侧进行焊接;修整:对整根焊机钢管进行修整保证客户需要的尺寸,并改善钢管内应力的分布状态。这些企业会采购焊管机组!

焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。焊管机组的工作特点是什么?江苏机械焊管机组经验丰富
高频焊管机组与焊管机组是不一样的。上海制造焊管机组客户至上
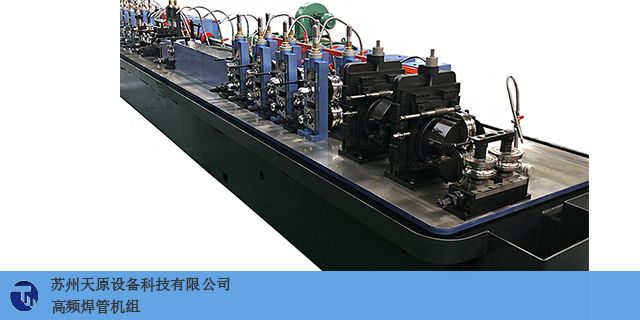
高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在实际应用中,应根据不同的规格获得合适的焊接压力。由于管坯宽度和厚度的可能公差,以及焊接温度和焊接速度的波动,可能涉及焊接挤压压力的变化。焊接挤压量一般通过调整挤压辊之间的距离来控制,也可以通过挤压辊前后的管径来控制。2.焊接速度焊接速度也是焊接过程中的主要参数之一,它与加热系统、焊缝变形速度和相互结晶速率有关。高频焊接时,焊接质量随着焊接速度的加快而提高,这是因为加热时间的缩短了边缘加热区的宽度。上海制造焊管机组客户至上

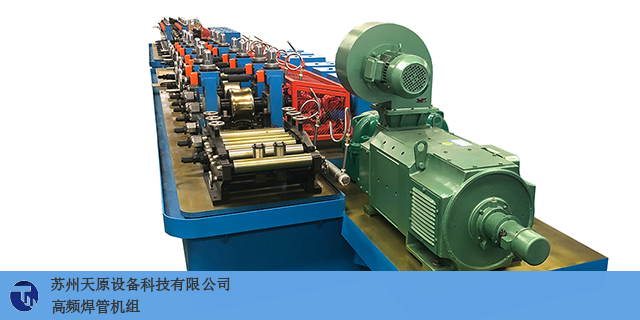
高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检...
- 河南制造焊管机组 2024-05-21
- 河南好的焊管机组出厂价格 2024-05-21
- 黑龙江焊管机组哪家好 2024-05-21
- 制造焊管机组经验丰富 2024-05-21
- 上海销售焊管机组铸造辉煌 2024-05-21
- 安徽正规焊管机组哪家好 2024-05-21
- 福建焊管机组厂家直销 2024-05-21
- 安徽销售焊管机组保养 2024-05-21
- 甘肃性能优良焊管机组机械结构 2024-05-20
- 湖南先进焊管机组调试 2024-05-20

- 湖南机械焊管机组售后保障 2024-05-20
- 安徽好的焊管机组特价 2024-05-20
- 江西焊管机组厂家供应 2024-05-20
- 天津直销焊管机组厂家报价 2024-05-20
- 甘肃焊管机组客户至上 2024-05-19
- 上海机械焊管机组产品介绍 2024-05-19






- 浙江直销不锈钢焊管机供应商家 05-29
- 供应高频焊管设备厂家 05-29
- 重庆不锈钢焊管机哪里好 05-29
- 江苏不锈钢焊管机厂家供应 05-29
- 河南工业不锈钢焊管机设计 05-29
- 福建销售不锈钢焊管机设备价钱 05-28
- 福建工业不锈钢焊管机供应商家 05-28
- 江苏不锈钢焊管机设计 05-28
- 湖南销售不锈钢焊管机推荐厂家 05-28
- 四川不锈钢焊管机厂家供应 05-28