(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头:为工业制造上使用普遍的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材...
钻头基本参数
- 品牌
- 台仪
- 型号
- 通用
- 材质
- 高速钢,硬质合金,钨钢,合金,金刚石
- 涂层
- 否
- 样品或现货
- 现货
- 是否库存
- 是
- 是否批发
- 批发
- 产地
- 台州椒江
- 厂家
- 台州市椒江建设工程机械厂
钻头企业商机
空心钻头用量较少,加工批量小,因此设计钻头时应考虑其加工工艺问题,尽量以常用机加工设备和常用刀具实现加工及刃磨!切屑经前刀面流出,因此前刀面的形状直接影响切屑形状和排屑性能!切屑在流出过程中受到前刀面挤压和摩擦,进一步产生变形!切屑底层金属变形程度比较大,并沿前刀面产生滑移,使切屑底层长度较长,从而形成各种卷曲形状!使用空心钻头钻孔时,希望切屑成碎屑或带状屑,以利于排屑!为便于加工和刃磨,前刀面必须设计为平面,且不开断屑槽!前刀面在使用中不需要重磨!后刀面是空心钻头比较易重磨的面,也是磨损速度比较快的面,因此空心钻头的刃磨是以刃磨后刀面来实现!副后刀面分为内副后刀面和外副后刀面!从重磨角度来说,重磨内、外副后刀面不易实现,因此副后刀面应设计为不重磨形式!台州市椒江建设工程机械厂是一家生产销售钻头,欢迎您的来电。河北挖机钻头价格

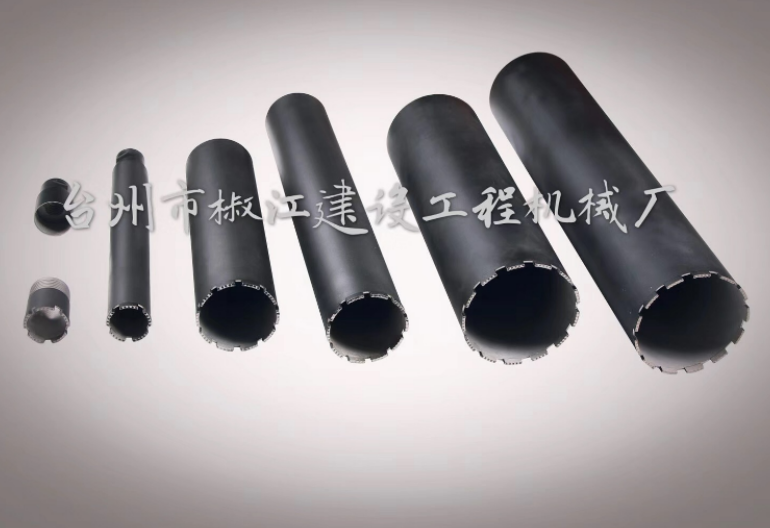
钻头除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果!一般客户都是选择空心钻头(取芯钻头),规格有:12-160mm不等!只有小尺寸的孔必须要用麻花钻头打!空心钻头种类一般有高速钢钻头,硬质合金钻头,钨钢钻头!高速钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具!因其容屑槽成螺旋状而形似麻花而得名!螺旋槽有2槽、3槽或更多槽,但以2槽较为常见!椒江三角钻头制造厂购买钻头,就选台州市椒江建设工程机械厂,有想法可以来我司咨询!
1、根据设计的直径和总长度钻头可以选择合金棒材切割机或使用线切割设备进行定长加工!2、定长切割棒材,两端平整,可在手工具磨床上实现!3、合金棒已经倒角或钻完端面,准备磨钻头外径和柄部,取决于外圆磨具是公还是母!4、钻头在高精度外圆磨床上加工外径、中空部分和刀柄外径,保证外径圆柱度、圆跳动和表面光洁度的设计要求!5、为了提高数控磨床上的加工效率,钻头钻尖可以在合金棒放在数控磨床上之前进行倒角,比如140°钻尖角,这样可以倒角时粗磨至142°!6、将倒角合金棒清洗干净后,转移到数控磨床工序,在五轴数控磨床上进行钻头各个零件的加工!7、如果需要改善钻头排屑槽和外表面光洁度,也可以在第5步之前或之后使用羊毛轮和磨料进行研磨和抛光!当然,在这种情况下,钻头需要划分更多的步骤进行处理!8、对合格的钻头进行激光打标,内容可能是公司品牌LOGO和钻头规格尺寸等信息!9、把标记好的钻头包装好,送到专业的工具涂装公司进行涂装!
刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平!磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到!这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠!钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口!台州市椒江建设工程机械厂为您供应钻头,有需要可以联系我司!

刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成!每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀!所以,可以使排屑非常顺畅!另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶,使得该孔钻极不容易产生崩刃现象空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国FEIN等各钟进口磁力钻钻机!硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等!购买电锤钻头,选台州市椒江建设工程机械厂,有需求可以来电咨询!江苏钨钢钻头哪家靠谱
台州市椒江建设工程机械厂为您供应钻头,有想法欢迎来我司咨询!河北挖机钻头价格
高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!高速钢麻花钻材料为高速钢(HSS)!硬质合金钻头适于在先进的加工中心上使用!这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能!该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工!钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具!因其容屑槽成螺旋状而形似麻花而得名!螺旋槽有2槽、3槽或更多槽,但以2槽较为常见!钨钢钻头多为麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!钨钢钻头材料材料为钨钢,加工的硬度更高,但是相对于高速钢更加脆,使用不当时易断裂!河北挖机钻头价格
与钻头相关的文章

河北合金钻头品牌
- 山东混凝土钻头批发厂家 2026-03-06
- 四川取芯钻头哪种好 2026-03-06
- 四川双刀钻头价钱多少 2026-03-06
- 重庆深孔钻头怎么挑选 2026-03-05
- 广东打孔钻头生产商 2026-03-05
- 安徽钻头制造厂 2026-03-05
- 加长钻头怎么卖 2026-03-04
- 浙江双端面钻头哪家优惠 2026-03-04
- 河北冲击钻头公司 2026-03-04
- 安徽三角钻头价钱多少 2026-03-03
- 北京双刀钻头一般多少钱 2026-03-03
- 上海凿岩钻头怎么样 2026-03-03
与钻头相关的产品



与钻头相关的新闻
-
河北钻头哪里有 2026-03-01 03:02:25手电钻可以用普通钻头安装在混凝土墙上,但整体效率不是特别高,所以本电站选择三角头,因为三角头的冲击力更强!另外,还可以选择三角形钻头,可以直接打混凝土墙!因为相对来说,这个钻头的硬度也足够高,可以让钻孔变得更加容易!我在哪里可以用它来钻孔!混凝土钻孔应使用自用麻花钻钻头,切削刃应为硬质合金!冲击钻依...
-
江苏合金钻头怎么选 2026-03-01 08:02:22群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻...
-
上海加长钻头哪家便宜 2026-02-28 02:01:59精度高:钻头可以精确控制钻孔的直径和深度,保证了加工精度!适用性广:钻头可以用于加工各种材料,适用性广!经济实用:钻头价格相对较低,使用寿命较长,经济实用!操作简单:钻头操作简单,不需要复杂的设备和技术,容易上手!结论综上所述,钻头是一种常见的切削工具,广泛应用于金属、木材、石材、陶瓷等材料的加工中...
-
广东深孔钻头哪家靠谱 2026-02-28 04:02:28刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平!磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到!这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠!钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻...
与钻头相关的问题
新闻资讯
产品推荐
-

广东岩石取芯机哪家有卖
2026-03-07 -

山东混凝土钻头批发厂家
2026-03-06 -

四川取芯钻头哪种好
2026-03-06 -
四川双刀钻头价钱多少
2026-03-06 -

重庆深孔钻头怎么挑选
2026-03-05 -

广东打孔钻头生产商
2026-03-05 -

安徽钻头制造厂
2026-03-05 -
加长钻头怎么卖
2026-03-04 -
浙江双端面钻头哪家优惠
2026-03-04