- 品牌
- 富晨
拉挤工艺自19世纪50年代由美国人发明后,其优势不断在提升。 1)拉挤工艺原材料利用率高。理论上纱线和树脂是在连续生产,在模具内纱线和树脂基本完全被利用;而灌注工艺模具上有产品区、切割区、辅料区,在树脂流动的过程中不可避免的出现了边角料的浪费。 2)拉挤工艺可用于制造截面复杂的型材,可设计性强。某些形状特殊型材如工字型钢、塑钢门窗等都是通过拉挤工艺成型的,而灌注、手糊、预浸料等工艺很难完成。虽然3D打印、数控机床等工艺可以完成,但对比拉挤工艺成本更高。此外在结构设计上可以根据型材受力特点调整特定部位纤维含量,用于定向补强型材,提升了可设计性。 3)拉挤工艺生产效率高,产品质量可控性强。 4)原材料灵活性高。环氧树脂,就选上海富晨,有想法的可以来电咨询!重庆光学级环氧树脂价格

先进复合材料是国民经济具有竞争力优势的源泉,一个国家或地区的复合材料工业水平,已经成为衡量其科技及经济实力的标志之一,环氧树脂作为复合材料中的一个重要的基体树脂发挥着重要的作用。环氧树脂是综合性能优良的热固性树脂,在纤维增强复合材料领域中,环氧树脂与高性能纤维PAN基碳纤维、芳纶纤维、聚乙烯纤维、玄武岩纤维复合,广泛应用于电子电力、航空航天、运动器材、建筑补强、压力管道、化工防腐蚀等领域。上海科欣易普致力于先进复合材料基体环氧树脂的研发与生产,提供适合各种成型工艺(缠绕、拉挤、真空导入、RTM、手糊等)和各种性能要求(强度、模量、韧性、耐热、无卤或有卤阻燃等)的改性环氧树脂,并可根据客户特殊要求开发相应产品。江苏预浸料环氧树脂有哪几种环氧树脂,就选上海富晨,用户的信赖之选,有想法的不要错过哦!
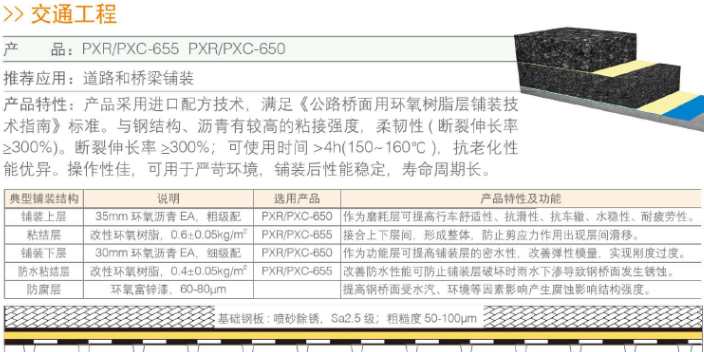
与传统的金属材料相比,玻璃纤维锚杆具有高比刚度、高比强度、耐腐蚀、耐疲劳、易成形等优点。玻璃纤维锚杆的成形工艺主要包括手糊工艺、模压工艺和拉挤工艺,并依据增强体和基体的种类以及成形方法不同,其抗拉强度为300MPa-2000MPa,能够满足锚杆在隧道工程中的力学要求,玻璃纤维锚杆的加强纤维一般为普通E-glass玻璃纤维,基体材料为不饱和聚酯树脂或乙烯基树脂。 CFRP(碳纤维增强复合材料)拉挤片材应用于隧道的加固修复,CFRP拉挤片材使用碳纤维,利用该材料修复隧道裂缝时,只需将修补部位的混凝土表面打磨平整,均匀涂上胶黏剂,再贴上片材即可
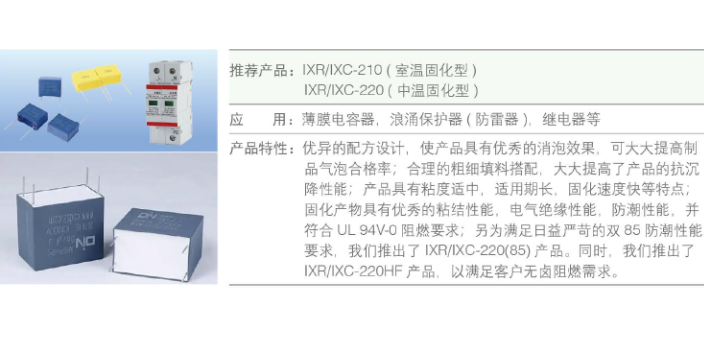
电子电工封装环氧树脂由于其优异的绝缘性能与防潮性能,广泛应用于电子电工等行业。上海科欣易普针对电子电工行业特点,针对性推出系列产品,以满足电子电工行业的需求。该系列产品除具有良好的电气性能外,更兼有优异的物理性能、耐老化、耐高温、耐高低温和耐候等特性。公司还可根据特殊要求进行产品定制,在特定行业中可提供符合UL94阻燃等认证的产品和解决方案。对于电子元器件产品的灌封,公司开发了针对PTC、电感器、电容器以及接触器等特用灌封树脂,可有效解决阻燃性、高密封性以及高导热性等特殊要求,并可提供灌封工艺的可行性解决方案。 >>电力电工行业 应用:电机转子与定子绝缘浸渍产品特性:固化温度低、固化时间短、适用期长、固化后漆膜光滑无气泡、固化产物力学和电气性能优、耐温等级高。 推荐产品:IXR/IXC-225 应用:高压互感器、干式变压器、电抗器、断路器及电热套管。产品特性:混合粘度适中、可高填充、成型工艺简单、固化后电气性能优良、机械强度高;独特的配方设计,使产品具有优异的抗开裂性能。上海富晨是一家专业提供环氧树脂的公司,欢迎新老客户来电!
拉挤工艺自19世纪50年代由美国人发明后,其优势不断在提升。 1)拉挤工艺原材料利用率高。 2)拉挤工艺可用于制造截面复杂的型材,可设计性强。 3)拉挤工艺生产效率高,产品质量可控性强。不同行业对拉挤工艺生产效率要求不同,风电领域目前约0.6-0.7m/分钟,未来有望进一步提升,控制成本。拉挤工艺中纱线浸润情况、设备牵引力、树脂黏度等更为可控,产品质量稳定。即使有某处质量较差,也可以剪裁后继续生产,浪费极少;而真空灌注工艺相对而言更不易控制,如果局部出现问题且不可修复,则整个板材都要报废造成浪费。 4)原材料灵活性高。不同的纱线与树脂之间匹配呈多向性,不同纱线均可与同一树脂浸润生产;而预浸料工艺等若不同纱线则可能导致产品出现分层等问题。环氧树脂,就选上海富晨。江苏预浸料环氧树脂有哪几种
上海富晨为您提供环氧树脂,欢迎新老客户来电!重庆光学级环氧树脂价格
拉挤工艺是指由牵引机牵引纱线,依次经过展纱、浸润、预成型、成型、梯次降温固化、裁剪后得到拉挤板材的过程。拉挤工艺属于连续性生产,理论上可以制作无限长度的板材。具体而言: 展纱阶段由于碳纤维纱线和玻纤成卷方式不同在工艺上有所区别:碳纤维类似家用针线,缠在线轴上;玻纤没有线轴,线从里到外抽出使用。 浸润阶段根据配合树脂不同工艺不同:①环氧类或不饱和树脂通常采用开放式浸润,纤维通过开放式胶槽即时完成浸润并加热固化;②聚氨酯采用注射式浸润,在全封闭环境中将树脂压入浸润。两者相比,后者可以避免树脂挥发,对环境影响更小。 纱线浸润后先于小型模具进行初步加热后再进入成型模具加热;成型后在保温的同时温度梯次降低平稳固化,避免快速固化导致的产品缺陷,后裁剪得到拉挤板材。重庆光学级环氧树脂价格
- 广东胶粘剂环氧树脂多少钱 2025-12-26
- 山西环氧树脂公司 2025-12-26
- 天津环氧沥青用环氧树脂多少钱 2025-12-26
- 上海胶粘剂环氧树脂怎么卖 2025-12-26
- 内蒙古富晨环氧树脂厂家哪家好 2025-12-26
- 重庆光学级环氧树脂厂家 2025-12-26
- 上海结构粘结环氧树脂生产厂家 2025-12-25
- 湖北电子元器件环氧树脂生产厂家 2025-12-25
- 北京环氧沥青用环氧树脂公司 2025-12-25
- 环氧沥青用环氧树脂厂家哪家好 2025-12-25
- 江西拉挤环氧树脂厂家 2025-12-25
- 河北环氧沥青用环氧树脂 2025-12-25