烧结时间对陶瓷活塞的强度有一定影响。适当延长烧结时间可以使陶瓷颗粒更充分地结合,提强度高。然而,过长的烧结时间可能导致活塞表面烧结层过厚,影响活塞的使用寿命。因此,在确定烧结时间时需要综合考虑活塞的使用要求和烧结工艺的特点。烧结辅助剂的选择和添加也是影响陶瓷活塞强度的重要因素之一。烧结辅助剂可以改善陶瓷颗粒之间的结合情况,提高烧结效果。常用的烧结辅助剂包括助熔剂、增塑剂和增粘剂等。通过合理选择和添加烧结辅助剂,可以有效提高陶瓷活塞的强度和耐磨性。陶瓷活塞的加工需要优化刀具设计,提高加工效率和质量。湖北轴类机械零件加工方法

加工工艺是避免热变形问题的重要因素。在塑胶机械零件加工过程中,需要注意以下几点:首先,控制加工温度是关键。过高的加工温度会导致材料软化和热变形,而过低的加工温度则会影响材料的流动性和成型效果。因此,在加工过程中需要根据材料的熔点和热稳定性来控制加工温度,确保在合适的温度范围内进行加工。其次,注射速度和压力也需要合理控制。过高的注射速度和压力会导致材料在注射过程中产生较大的热量,增加热变形的风险。因此,在注射过程中需要根据材料的特性和零件的形状来调整注射速度和压力,以避免过高的热量积累。浙江机械零件加工生产厂家在机械零件加工中,陶瓷活塞的质量控制需严格,确保产品符合标准。
陶瓷机械零件加工是一项高精度、高要求的工艺,对切削工具的选择和使用有着特殊的需求。首先,陶瓷材料的硬度较高,通常远远超过金属材料,因此需要使用具有更高硬度和耐磨性的切削工具。常见的陶瓷切削工具包括多晶立方氮化硼(PCBN)刀具和金刚石刀具,它们具有出色的硬度和耐磨性,能够在加工过程中保持较长的寿命。其次,陶瓷材料的脆性较高,容易发生断裂和破损。因此,在选择切削工具时,需要考虑其刃部的强度和韧性。切削工具的刃部应具有较高的强度,能够承受较大的切削力,同时还应具备一定的韧性,能够在切削过程中适度弯曲,以避免过大的应力集中导致刀具断裂。
在塑胶机械零件加工过程中,材料的选择是避免热变形问题的关键。不同材料具有不同的热膨胀系数和热导率,因此在选择材料时需要考虑其热稳定性和导热性能。一般来说,热膨胀系数较低的材料更不容易发生热变形,而高导热性的材料能够更快地散热,减少热变形的风险。此外,还需要考虑材料的熔点和玻璃化转变温度。熔点较低的材料在加工过程中更容易软化和变形,而玻璃化转变温度较低的材料在高温下更容易发生热变形。因此,选择具有较高熔点和玻璃化转变温度的材料可以有效地避免热变形问题。在机械零件加工中,陶瓷活塞的表面处理要充分考虑材料的特性,提高耐磨性。
加工过程中应注意刀具的选择和使用。刀具的选择应根据陶瓷材料的硬度和加工要求,选择合适的刀具材料和刀具形状。同时,应定期检查和更换刀具,避免刀具磨损过大对材料的损伤和开裂。在使用刀具时,应控制切削参数,避免过大的切削力和热应力对材料的影响。此外,可以采用表面处理技术。通过对陶瓷材料的表面进行处理,可以改变材料的表面性能,提高材料的抗磨损性和抗热应力性能,减少材料的损伤和开裂的风险。常用的表面处理技术包括化学气相沉积、电化学沉积等。数控陶瓷活塞加工要充分考虑刀具的选择和切削参数的优化。湖北非标机械零件加工
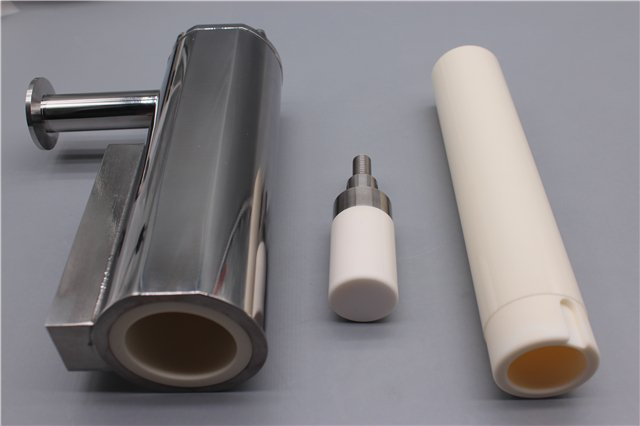
在机械零件加工中,陶瓷活塞的材料选择应考虑其导热性和耐热性。湖北轴类机械零件加工方法
热等静压是另一种常用的陶瓷活塞制造技术。该技术通过将陶瓷粉末放置在金属模具中,并施加高温和高压使其形成所需形状。热等静压技术能够制造出高密度、强度高的陶瓷活塞,并具有较好的尺寸控制能力。然而,由于热等静压过程需要较高的温度和压力,对设备和工艺要求较高。激光烧结是一种新兴的陶瓷活塞制造技术。该技术通过使用激光束将陶瓷粉末烧结成致密的陶瓷活塞。激光烧结技术具有成型速度快、成型精度高的优势,能够制造出复杂形状的陶瓷活塞。然而,由于激光烧结过程需要高功率的激光器和精密的控制系统,对设备和技术要求较高。湖北轴类机械零件加工方法