压力成型是一种常用的陶瓷活塞制造技术。该技术通过将陶瓷粉末放置在金属模具中,并施加高压使其形成所需形状。与注射成型不同,压力成型技术不需要添加剂,因此可以获得更高的陶瓷纯度。然而,由于陶瓷材料的脆性,压力成型过程需要控制压力和温度,以避免产生裂纹和变形。压力成型技术能够制造出复杂形状的陶瓷活塞,并具有较高的成型效率和较低的成本。注浆成型是一种适用于制造大型和复杂形状陶瓷活塞的技术。该技术通过将陶瓷粉末与液体添加剂混合,形成可流动的注浆。然后,将注浆倒入模具中,并通过振动或压实使其充分填充模具腔体。通过烧结过程将注浆转化为致密的陶瓷活塞。注浆成型技术具有制造大型和复杂形状陶瓷活塞的优势,能够满足高性能发动机对活塞形状和尺寸的要求。精密机械零件加工要避免加工过程中的振动和共振现象。四川机械零件加工服务
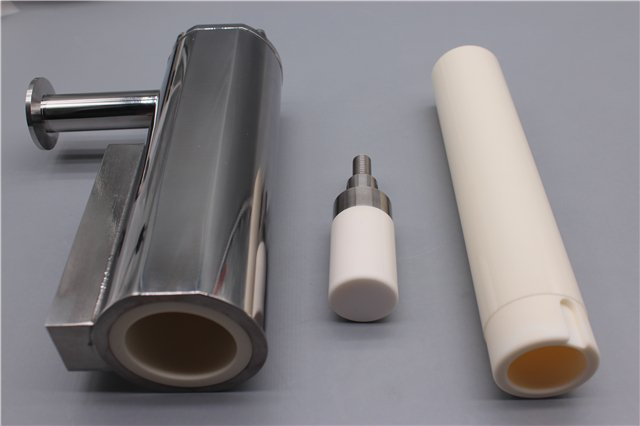
金属陶瓷活塞的制造需要精密的烧结工艺。烧结是将金属和陶瓷材料通过高温高压的条件下进行结合的工艺。金属陶瓷活塞的烧结工艺主要包括原料制备、成型、烧结和后处理等环节。首先,原料制备是金属陶瓷活塞烧结工艺的关键环节。金属和陶瓷材料的选择和配比直接影响到活塞的性能和质量。合理选择金属和陶瓷材料,并进行精细的配比,可以提高活塞的耐磨性、耐高温性和抗腐蚀性等性能。其次,成型是将原料制备好的金属和陶瓷材料进行成型的过程。常用的成型方法包括注射成型、压制成型等。通过合理选择成型方法和工艺参数,可以获得具有良好形状和尺寸精度的活塞坯体。湖南五金机械零件加工厂家陶瓷活塞的加工需要优化刀具设计,提高加工效率和质量。
在CNC陶瓷活塞加工过程中,确保数控系统的稳定性是至关重要的。数控系统是控制整个加工过程的中心,它的稳定性直接影响到加工精度和效率。首先,为了保证数控系统的稳定性,我们需要选择高质量的数控设备和配件。这些设备和配件应具备稳定的性能和可靠的品质,以确保在长时间的加工过程中不会出现故障或误差。其次,我们还需要定期对数控系统进行维护和保养,及时检查和更换损坏的部件,以确保系统的正常运行。此外,我们还可以通过合理的布局和设计来优化数控系统的工作环境,减少外界干扰和振动对系统稳定性的影响。总之,确保数控系统的稳定性是提高CNC陶瓷活塞加工精度和效率的关键。
在陶瓷活塞的机械零件加工过程中,热处理是一个关键的步骤。然而,过度加热可能导致材料变形,从而影响活塞的性能和寿命。因此,在进行热处理时,我们应该注意避免过度加热的问题。我们需要了解陶瓷材料的特性。陶瓷活塞通常由氧化铝或氮化硅等材料制成,这些材料具有高熔点和低热导率的特点。因此,在加热过程中,热量不容易迅速传导到整个材料中,导致局部过热。其次,我们应该选择适当的加热方法和参数。对于陶瓷活塞的加热处理,常见的方法包括电阻加热、感应加热和激光加热等。在选择加热方法时,我们应该考虑到材料的热导率、热膨胀系数以及加热速率等因素。同时,控制加热温度和时间也是非常重要的,以避免过度加热导致材料变形。在机械零件加工中,陶瓷活塞的质量控制需严格,确保产品符合标准。
陶瓷活塞作为一种高性能发动机零部件,其表面光洁度对于发动机的工作效率和寿命具有重要影响。在陶瓷活塞的加工过程中,研磨技术是提高其表面光洁度的关键环节之一。研磨技术具有一定的优势,但也面临一些挑战。研磨技术的优势之一是可以实现高精度的加工。通过研磨技术,可以去除陶瓷活塞表面的微小凸起和缺陷,使其表面更加平整和光滑。研磨技术可以实现亚微米级的表面粗糙度,满足高性能发动机对表面光洁度的要求。此外,研磨技术还可以实现复杂形状的加工,如活塞环槽和油道等。然而,研磨技术在陶瓷活塞加工中也面临一些挑战。首先,陶瓷活塞的硬度和脆性使得研磨过程中易产生裂纹和破损。因此,在研磨过程中需要控制研磨参数,避免过大的研磨压力和温度,以减少陶瓷活塞的破损风险。数控陶瓷活塞加工要根据材料性能选择合适的切削速度和进给量。湖北异形机械零件加工生产
机械零件加工中,陶瓷活塞的装配工艺需避免表面损伤,保证密封性能。四川机械零件加工服务
陶瓷机械零件加工相比于金属零件加工具有其独特的特点,因此需要特殊的工艺流程来保证加工质量和效率。首先,陶瓷材料的硬度较高,加工难度较大。在切削过程中,需要采用较小的切削深度和进给量,以避免过大的切削力和温度。同时,还需要采用较低的切削速度,以减少切削工具与工件之间的摩擦和热量积累。其次,陶瓷材料的脆性较高,容易发生断裂和破损。因此,在切削过程中需要采用合适的刀具路径和切削策略,以减少切削力的集中和刀具的振动。同时,还需要采用合适的冷却润滑剂,以降低切削温度,减少刀具和工件的热应力,提高加工质量。四川机械零件加工服务