压力成型是一种常用的陶瓷活塞制造技术。该技术通过将陶瓷粉末放置在金属模具中,并施加高压使其形成所需形状。与注射成型不同,压力成型技术不需要添加剂,因此可以获得更高的陶瓷纯度。然而,由于陶瓷材料的脆性,压力成型过程需要控制压力和温度,以避免产生裂纹和变形。压力成型技术能够制造出复杂形状的陶瓷活塞,并具有较高的成型效率和较低的成本。注浆成型是一种适用于制造大型和复杂形状陶瓷活塞的技术。该技术通过将陶瓷粉末与液体添加剂混合,形成可流动的注浆。然后,将注浆倒入模具中,并通过振动或压实使其充分填充模具腔体。通过烧结过程将注浆转化为致密的陶瓷活塞。注浆成型技术具有制造大型和复杂形状陶瓷活塞的优势,能够满足高性能发动机对活塞形状和尺寸的要求。车铣复合机械零件加工需要考虑工艺的连续性和稳定性。湖北机械零件加工进度
为了避免陶瓷活塞机械零件加工过程中的材料损伤和开裂,我们可以采取一些预防措施。首先,进行充分的材料预处理。在加工之前,应对陶瓷材料进行充分的预处理,包括去除杂质、控制材料的含水率和粒度分布等。这样可以提高材料的均匀性和稳定性,减少材料的内部缺陷,降低材料的损伤和开裂的风险。其次,合理选择加工工艺和设备。在加工过程中,应根据陶瓷材料的特性和加工要求,选择合适的加工工艺和设备。例如,可以采用精密磨削、电火花加工等非传统加工方法,减少切削力和热应力对材料的影响。同时,应选择高精度的加工设备,确保加工过程的稳定性和精度,减少材料的损伤和开裂的可能性。吉林陶瓷活塞现货直发非标机械零件加工要根据工件结构特点选择合适的加工工艺。
加工工艺是避免热变形问题的重要因素。在塑胶机械零件加工过程中,需要注意以下几点:首先,控制加工温度是关键。过高的加工温度会导致材料软化和热变形,而过低的加工温度则会影响材料的流动性和成型效果。因此,在加工过程中需要根据材料的熔点和热稳定性来控制加工温度,确保在合适的温度范围内进行加工。其次,注射速度和压力也需要合理控制。过高的注射速度和压力会导致材料在注射过程中产生较大的热量,增加热变形的风险。因此,在注射过程中需要根据材料的特性和零件的形状来调整注射速度和压力,以避免过高的热量积累。
我们可以采取一些措施来减少过度加热的风险。例如,可以在加热过程中使用保护气氛,如氮气或氩气,以减少氧化反应和热辐射。此外,可以使用陶瓷活塞的预制件进行加热处理,以减少加热时间和温度的波动。我们还可以采用其他的加工方法来优化材料性能。例如,通过陶瓷活塞的热等静压成型等工艺,可以提高材料的致密性和均匀性,从而改善其热传导性能和抗热震性能。通过陶瓷活塞的表面处理,如化学镀膜、热喷涂等,可以提高材料的耐磨性和耐腐蚀性能。通过优化材料配方和添加剂的选择,我们可以改善陶瓷材料的性能,提高其耐热性和抗变形能力。不锈钢机械零件加工需要考虑材料的耐腐蚀性和机械性能。

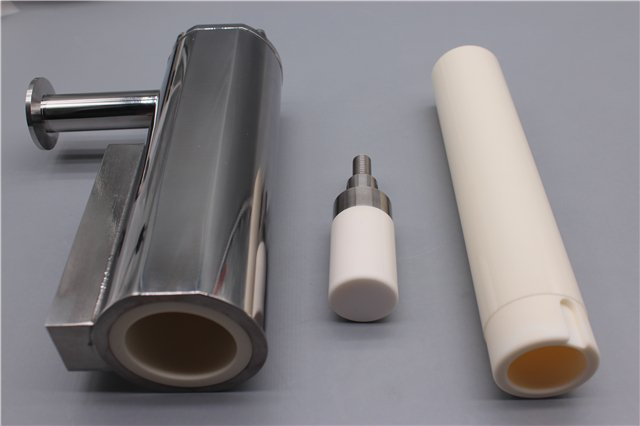
精密的焊接工艺对金属陶瓷活塞的制造至关重要。焊接接头的质量和强度直接影响到活塞的使用寿命和性能。通过合理选择焊接参数、优化焊接工艺和加强焊接接头的检测,可以提高焊接接头的质量和强度,确保金属陶瓷活塞在高温高压环境下的可靠工作。然后,烧结是将活塞坯体在高温高压条件下进行结合的过程。通过控制烧结温度、压力和时间等参数,使金属和陶瓷材料发生化学反应和结合,形成致密的活塞结构。烧结后的活塞具有强度高、高硬度和良好的耐磨性等特点。烧结后的活塞还需要进行后处理,包括清洗、表面处理和检测等。通过合理的后处理工艺,可以提高活塞的表面质量和性能,确保金属陶瓷活塞的可靠使用。陶瓷活塞的加工需要优化刀具设计,提高加工效率和质量。CNC机械零件加工多少钱一件
钣金机械零件加工要选用适当的冲压模具和工艺参数,避免变形。湖北机械零件加工进度
刀具的刀柄刚性是影响稳定性的关键因素之一。刀柄的刚性直接影响刀具在加工过程中的振动情况。刀柄的刚性越高,刀具的振动越小,加工过程中的误差和变形也越小。因此,在选择刀柄时,应尽量选择刚性较高的刀柄,以提高刀具的稳定性。切削参数的选择也会影响刀具的稳定性。切削速度、进给量和切削深度等参数的选择应根据具体情况进行合理调整。过高或过低的切削参数都会导致刀具的振动和变形,影响加工质量和效率。因此,在车床陶瓷活塞加工中,需要根据工件材料和加工要求选择合适的切削参数,以保证刀具的稳定性。湖北机械零件加工进度