- 品牌
- 世展
- 型号
- 齐全
单托盘自重可降至10-15kg。挤压成型式工艺的优势在于生产效率高(单条生产线日产能可达500-800件)、材料利用率高(达95%以上)、产品轻量化效果***,适合电子、食品等对托盘重量敏感的行业。但其局限性在于难以制造复杂结构的托盘,承载能力相对有限(动态载荷通常不超过2吨)。4.冲压成型式工艺:薄板结构的高效制造方案冲压成型式工艺利用冲床与模具对铝合金薄板进行冲压、拉伸、弯曲等加工,形成托盘的面板与小型结构件,再通过焊接或组装制成完整托盘,市场占比约8%,主要适用于轻型托盘(动态载荷≤1吨)。其工艺流程如下:第一步:模具设计与调试。根据托盘面板的孔型(如菱形孔、方形孔)、结构形状设计冲压模具,模具需具备良好的耐磨性与导向精度,调试过程中需优化冲压间隙(通常为板厚的5%-10%),避免板材撕裂或起皱。第二步:薄板下料与冲压。采用数控冲床对铝合金薄板(厚度2-5mm)进行下料,随后进行冲孔、拉伸、折弯等冲压工序。数控冲床的加工精度可达±,支持多工位连续加工,日产能可达1000件以上。对于复杂形状的面板,可采用激光切割与冲压复合加工方式,兼顾精度与效率。第三步:成型与组装。将冲压成型的面板与支撑脚等部件进行装配。 检查内容主要包括构件的规格尺寸是否符合设计要求。定制雷亚架厂家直销

横杆作为雷亚架的水平连接构件,主要用于连接相邻立杆,形成稳定的框架结构。横杆的两端配备有与圆盘节点适配的插头,插头通过精密加工保证与连接孔的紧密贴合,安装时通过楔形销或螺栓固定,实现快速装配与拆卸。横杆的长度根据立杆间距需求设计,常见规格在0.6米至2.4米之间,部分特殊场景可定制非标长度。质量横杆在生产过程中会经过平直度检测和承载力测试,确保其在水平方向能够有效分散荷载,避免结构局部受力不均。避免结构局部受力不均安徽雷亚架售后服务垂直度偏差控制在设计允许范围内。

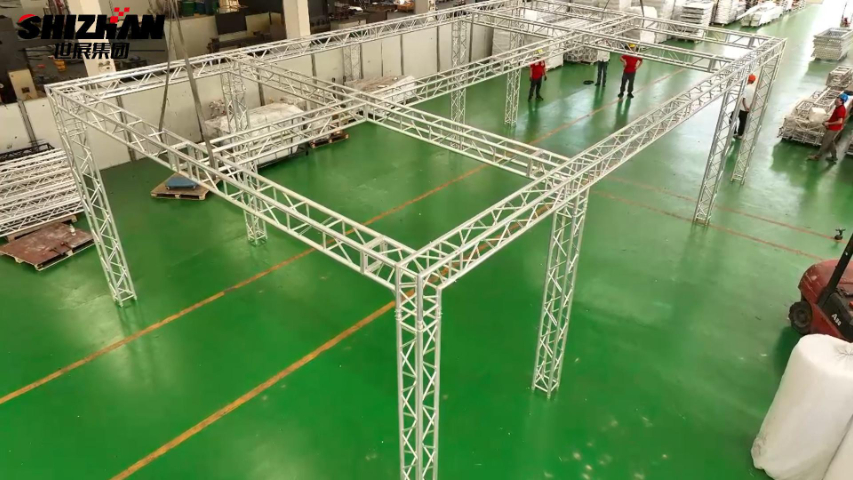
工业级重型雷亚架选用Q235B**钢材打造,钢管壁厚达,节点处采用精密铸造连接件,通过十字交叉加固设计实现每层3-5吨的承重能力。产品经热镀锌工艺处理,锌层厚度≥85μm,可有效抵御工业车间的潮湿、粉尘环境,防止锈蚀老化,使用寿命长达12年以上。模块化结构支持自由组合层高与跨度,从2m到10m的高度调节范围适配重型机械配件、化工原料等大宗货物存储。配备的防滑承重板采用高密度胶合板,表面覆防水耐磨涂层,边缘加装防撞橡胶条,既保障货物存放安全,又降低搬运过程中的磕碰损耗。该产品通过ISO9001质量认证与载荷安全检测,广泛应用于汽车制造、机械加工等工业领域,可根据车间布局提供定制化尺寸方案,配套提供安装指导与定期维护服务。演出**雷亚架灯光桁架系统采用48mm×3mm高频焊管,材质选用**度铝合金6061T6,单节重量**12kg,却能实现单杆800kg的承重性能。节点连接处采用楔形锁扣设计,无需专业工具即可完成快速拼接,2人团队4小时内可搭建完成50㎡的大型灯光架。产品经风载荷模拟测试,在配备防风拉索的情况下可抵御10级阵风,适配户外音乐节、演唱会等复杂天气场景。桁架表面经阳极氧化处理,不**提升耐腐蚀性,还能减少光线反射,避免影响舞台灯光效果。
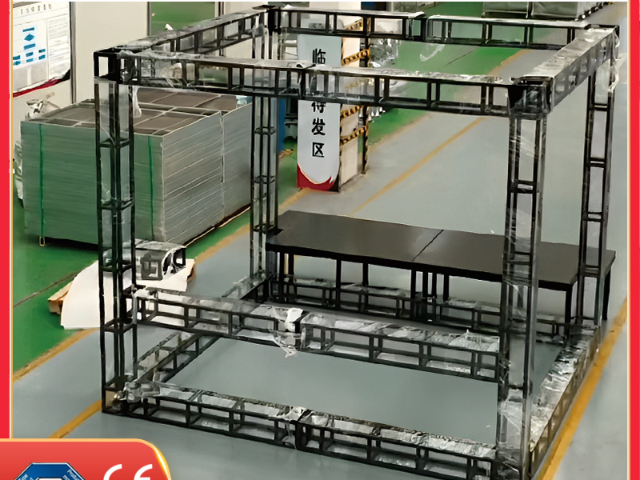
灯光音响架是雷亚架在演艺领域的另一重要应用,用于悬挂舞台灯光、音响、LED 显示屏等设备。这类架子通常需要搭建至一定高度,对结构的稳定性和抗倾覆能力要求较高。在设计时,会根据设备的重量计算荷载,合理规划立杆的间距和斜杆的布置,确保结构能够承受设备的重量和风力等外部荷载。部分灯光音响架还会采用桁架与雷亚架结合的结构,既保证了稳定性,又提升了造型的灵活性,可根据演出主题搭建出不同的视觉效果。可根据演出主题搭建出不同的视觉效果。面板之间需拼接紧密,表面平整。对于灯光音响架等设备支撑结构。
雷亚架,又称圆盘式脚手架,是一种以圆盘节点为**连接部件的模块化支撑与搭建系统。其凭借结构稳定、拆装便捷、承载能力强等特性,在建筑施工、文化演艺、会展搭建等多个领域占据重要地位。作为现代临时搭建工程中的关键设备,雷亚架打破了传统脚手架的局限性,通过标准化的组件设计实现了多场景的灵活适配,成为工程建设与活动执行中不可或缺的基础装备,其行业应用范围正随着技术升级不断拓展。雷亚架,又称圆盘式脚手架,是一种以圆盘节点为**连接部件的模块化支撑与搭建系统。其凭借结构稳定、拆装便捷、承载能力强等特性,在建筑施工、文化演艺、会展搭建等多个领域占据重要地位。作为现代临时搭建工程中的关键设备,雷亚架打破了传统脚手架的局限性,通过标准化的组件设计实现了多场景的灵活适配,成为工程建设与活动执行中不可或缺的基础装备,其行业应用范围正随着技术升级不断拓展。 确保所有底座的顶面处于同一水平面上。底座安装完成后,需使用水平仪进行检测。定制雷亚架厂家直销
将顶托安装在立杆顶端的圆盘节点上,调整顶托的高度,使其顶面达到设计标高。定制雷亚架厂家直销
检测型材、板材的尺寸精度。对于再生铝原料,额外增加杂质含量检测,避免铁、铅等有害杂质影响产品性能。2.过程检测在制造过程中,需对关键工序进行实时检测,及时发现并解决质量问题。下料环节检测零件尺寸精度与切口质量;折弯环节检测折弯角度与回弹量;焊接环节通过无损检测技术(超声波检测、渗透检测)排查焊缝气孔、裂纹、未焊透等缺陷,焊接接头的抗拉强度需不低于基材的80%;表面处理环节检测涂层厚度、附着力与耐腐蚀性,如阳极氧化膜的盐雾试验(中性盐雾试验48小时无腐蚀)、喷涂涂层的划格试验(附着力等级≥1级)。3.成品检测成品托盘需进行***检测,确保符合使用要求。主要检测项目包括:尺寸精度检测,采用卷尺、卡尺、三坐标测量仪检测托盘的长度、宽度、高度及孔位尺寸,误差需符合GB/T27924-2011《物流用铝合金托盘》标准;承载性能测试,通过静载荷测试(测试1小时无长久变形)、动载荷测试(模拟叉车搬运过程)、堆码测试(堆码高度3-5层,保持24小时无损坏),确保托盘承载能力达到设计值;外观检测,排查表面划痕、变形、焊缝缺陷等问题;特殊性能检测,如防静电托盘的表面电阻测试、耐腐蚀托盘的盐雾试验、无菌托盘的微生物检测等。此外。 定制雷亚架厂家直销
江苏世展集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的传媒、广电中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,江苏世展集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

底座安装完成后,进行立杆与圆盘节点的安装。将立杆底部插入底座的连接孔中,确保连接牢固,对于需要接长的立杆,可通过对接套管进行连接,对接处的圆盘节点需对齐,保证横杆和斜杆的安装精度。立杆安装过程中,需使用经纬仪或吊线锤检测立杆的垂直度,确保立杆无倾斜,垂直度偏差控制在设计允许范围内。圆盘节点作为连接**,需确保其与立杆的焊接牢固,安装时需检查圆盘的水平度,避免因圆盘倾斜导致后续构件连接困难。避免因圆盘倾斜导致后续构件连接困难。包括立杆、横杆、斜杆、圆盘节点等构件以及底座、顶托等辅助组件。丽水雷亚架厂家立杆安装到位后,开始进行横杆和斜杆的安装。按照设计的立杆间距,将横杆两端的插头插入相邻立杆的圆盘...