- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
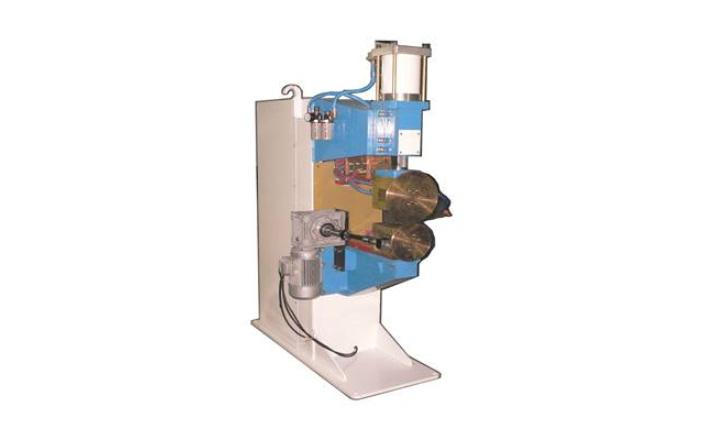
- 自动焊接设备
缝焊是一种长久性金属焊接形式。焊接时,焊接压力,在两个焊接轮之间旋转焊接轮驱动焊接件和电,焊接电流通过焊接和局部加热,连续成形重叠,形成连续焊接接头,实现长久焊接。套管的光反应,例如汽车,摩托车燃油箱;桶,如罐,和板材形成文物,如车轮,消声器、散热器等的缝焊缝焊机通常由框架,加压结构,焊接轮(电极),修边刀,焊接电源,执行机构和控制器的速度。加压结构:均匀传输压力,调整车轮之间的焊接应力,可以补偿电极磨损。焊接轮和修边刀:圆形,采用内部和外部**刷的导电块结构,导电性能良好,具有自动补偿银刷磨损的功能;切刀可以对接焊接圆形圆柱形切割,确保焊接轮的工作面形状良好。焊接电源,和二次整流直流两点通信。根据工件的要求选择工件,焊接过程。变速传动机构和控制器:采用变频调速,齿轮减速器驱动;该控制器用于焊接过程控制是一个重要的单元。缝焊机分为通信型、二次整流型直流缝焊机。前者适用于低碳钢和合金钢材料的无涂层焊接;后者适用于焊接不锈钢,铝,铝合金,钛合金,涂层钢材料,如文物。焊机基本形式分为卧式(H)和立式焊接(Z)。1.由三相电机驱动的缝焊机变频调速电机,焊接速度均匀,方便的调整。上海崴而淀电器有限责任公司于提供缝焊机,期待您的光临!安徽不锈钢环缝焊机售后

缝焊机导电脂适用温度范围-30~+150℃用于可能产生静电的场合颜色外观黑色均匀膏状。此导电润滑脂设计用于复印机、打印机、计算机、跑步机的静电释放和接地保护部位,降低接触处的接触电阻、提高导电性能及长效润滑。适用温度范围:-30~+150℃。缝焊机导电脂润滑特点编辑※优异的导电性和耐电化腐蚀性,高温时不会软化;※优异的耐热性和氧化安定性,极低的油扩散性和和蒸发损失;※极低的接触电阻和摩擦系数,有效降低接触温升,减少接触磨损;※优良的金属(钢/铜/铝)防腐蚀保护,与大多数塑料、橡胶良好相容。缝焊机导电脂润滑应用编辑※用于可能产生静电的场合,如复印机、激光打印机、数码一体机的充电辊和感光鼓轴销等部位疏导电流及润滑。※用于隔离开关、电机开关、电气化线路、冶炼厂电解槽、天车电导轨、配电盘、缝焊机轴瓦的导电、防腐与润滑;※适用于高低电器开关,高电压电机轴承,电镀生产线,计算机/跑步机等电接触面或需接地部位,铜/铝等金属导体接头、导电滑环的导电、润滑与防护。缝焊机导电脂物理/化学数据编辑EccoGreaseEC10-3测试方法颜色外观黑色均匀膏状目测体积电阻(25℃),。四川大型缝焊机设备价格缝焊机是点焊的一种演变。
对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。缝焊机工作方法根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。连续缝焊滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min由于焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达~应用普遍,主要生产黑色金属的气、水、油密封焊缝步进缝焊焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低,一般只达只用于制造铝合金及镁合金等高密封焊缝缝焊机缝焊特点编辑播报1)缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的。
缝焊机种类真是五花八门,在机械业迅速发展的,我们也有很大的去了解相应的机器,特别是缝焊机。但缝焊机的种类确是很多的,在焊接的不同阶段,就要使用不同的缝焊机。其中,环缝焊机就是其中的一种,下面就来讲述一下什么是环缝焊机及其它的性能和一些相关的注意事项。什么是环缝焊机环式缝焊机又名环缝自动焊机,它是一种能通过圆形焊接方式进行焊接的自动焊接设备。可用来焊接不锈钢、铝等材料,根据工件形状大小不不同,可将环缝自动焊机分为立式环缝自动焊机、卧式环缝自动焊机、焊接变位机、焊接操作机、仿形环缝自动焊机。主要普遍应用于消防器材、液化气罐、液压油缸等物品的焊接。环缝焊机的特点环缝焊机采用的调速电路,含有较高性价比和的控制器,而且焊缝的搭接量可预先对其进行数码设定,它的控制器可通过的控制输出信号和输出接口进行精密的焊接工程。要求焊接过程要有抗干扰,优化等特点。除此之外,缝焊机,它可普遍用于对环形焊缝工件进行焊接控制。环缝焊机有着自动焊接功能,通过无级调节焊接速度,从而使焊接速度迅速显示于控制面板之上;整个设备具有极大的智能型,缝焊机焊机,是一个上档次的现代化机械。缝焊机,就选上海崴而淀电器有限责任公司,有想法的可以来电咨询!

缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮电极加压焊件并转动,连续或断续脉冲送电,形成一条连续焊缝的电阻焊机器。也可以说,缝焊机是点焊的一种演变。缝焊普遍地应用在要求密封性的接头制造上,有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在。中文名缝焊机,外文名Seamweldingmachine工作方法滚轮电极旋转应用薄板焊接分类横向缝焊机、纵向缝焊机等厚度要求缝焊机是工件置于滚轮电极之间或滚轮电极与条状电极之间,连续或断续地滚压,间歇或连续施加电流,形成线状焊缝的电阻焊机。缝焊机可根据滚轮电极的转动方式,分为连续缝焊机和步进缝焊机;根据焊缝与电极臂之间的关系,分为横向缝焊机、纵向缝焊机和全能缝焊机。1、横向缝焊机形成的焊缝与电极臂垂直。这类焊机滚轮电极的转动轴与电极臂平行,如图《横向缝焊机》所示,主要用来焊接水平工件的长焊缝以及圆周环形焊缝。横向缝焊机2、纵向缝焊机形成的焊缝与电极臂平行。这类焊机滚轮电极的转动轴与电极臂垂直。主要用于焊接水平工件的短焊缝以及圆筒形容器的纵向直缝。纵向缝焊机3、全能缝焊机即纵、横两用焊机。缝焊机,就选上海崴而淀电器有限责任公司,用户的信赖之选,有需求可以来电咨询!广东大型缝焊机设备价格
上海崴而淀电器有限责任公司为您提供缝焊机,期待为您服务!安徽不锈钢环缝焊机售后
缝焊时的分流,煤接电流应比点焊时增加15~40%具体数值视材料的导电性、厚度、相互叠量(或点距)而定。随着焊接电流的增大,焊透率及重叠量增加。应该注意,当焊接电流满足接头强度要求后,继续增大焊接电流,虽可获得更大的焊透率和重叠量,但却不能提高接头强度(因为接头强度受板厚限制),因而是不经济的同时,由于焊接电流过大,可能产生过深的压痕和烧穿使接头质量反而降低。缝焊时,可通过电流脉冲时间来控制熔核尺寸,调整脉冲间隔时间来控制熔核的重叠量。因此,二者应有适当的配合。一般说,在用较低焊速缝焊时,电流脉冲时间与脉冲间隔时间的比值为1252,可得良好的结果。而随着焊速增大将引起点距加大、重叠量降低,为保证焊缝的密封性,必将提高电流脉冲时间与脉冲间隔时间的比值。因此,在采用较高焊速缝焊时,电流脉冲时间与脉冲间隔时间的比值为3或更高。安徽不锈钢环缝焊机售后
上海崴而淀电器有限责任公司位于友谊路1588弄2号楼808室。公司业务涵盖点焊机,凸焊机,碰焊机,排焊机等,价格合理,品质有保证。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。上海崴而淀凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
- 河北全自动缝焊机哪家质量好 2024-10-22
- 河南直缝缝焊机设备 2024-10-07
- 海南直缝缝焊机保养 2024-09-12
- 河南排气管缝焊机价格 2024-09-11
- 甘肃缝焊机供应商 2024-09-11
- 吉林纵缝缝焊机设备生产 2024-08-28
- 西藏油箱缝焊机保养 2024-08-18
- 青海自动缝焊机 2024-08-16
- 河南全自动缝焊机价格 2024-08-15
- 福建排气管缝焊机配件 2024-08-15
- 江苏油箱缝焊机配件 2024-08-15
- 山西油箱缝焊机价格 2024-08-14



