- 品牌
- 崴而淀
- 型号
- 齐全
- 类型
- 自动焊接设备
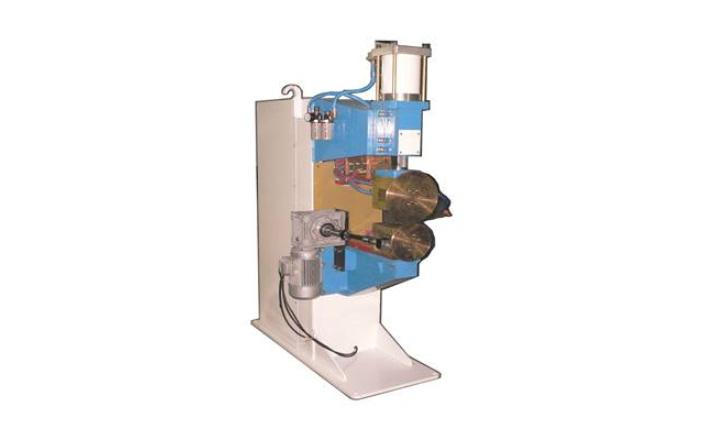
缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮电极加压焊件并转动,连续或断续脉冲送电,形成一条连续焊缝的电阻焊机器。也可以说,缝焊机是点焊的一种演变。缝焊普遍地应用在要求密封性的接头制造上,有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在。中文名缝焊机,外文名Seamweldingmachine工作方法滚轮电极旋转应用薄板焊接分类横向缝焊机、纵向缝焊机等厚度要求缝焊机是工件置于滚轮电极之间或滚轮电极与条状电极之间,连续或断续地滚压,间歇或连续施加电流,形成线状焊缝的电阻焊机。缝焊机可根据滚轮电极的转动方式,分为连续缝焊机和步进缝焊机;根据焊缝与电极臂之间的关系,分为横向缝焊机、纵向缝焊机和全能缝焊机。1、横向缝焊机形成的焊缝与电极臂垂直。这类焊机滚轮电极的转动轴与电极臂平行,如图《横向缝焊机》所示,主要用来焊接水平工件的长焊缝以及圆周环形焊缝。横向缝焊机2、纵向缝焊机形成的焊缝与电极臂平行。这类焊机滚轮电极的转动轴与电极臂垂直。主要用于焊接水平工件的短焊缝以及圆筒形容器的纵向直缝。纵向缝焊机3、全能缝焊机即纵、横两用焊机。上海崴而淀电器有限责任公司于提供缝焊机,欢迎您的来电!山东缝焊机设备厂家

在滚轮电极极直接压紧下,正被通电加热的金属系处于’通电加热阶段”;即将进入滚轮电极下面的邻近金属,受到一定的预热和滚轮电极部分压作用,系处在“预阶段”;刚从滚轮电极下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电极部分压力作用,系处在“冷结晶阶段”;因此,正处于滚轮电极下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。而对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压一通电加热一冷却结晶”三阶段的过程。由于该过程处在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,就使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。黑龙江薄板缝焊机设备纵向缝焊机形成的焊缝与电极臂平行。
对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。缝焊机工作方法根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。连续缝焊滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min由于焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达~应用普遍,主要生产黑色金属的气、水、油密封焊缝步进缝焊焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低,一般只达只用于制造铝合金及镁合金等高密封焊缝缝焊机缝焊特点编辑播报1)缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的。
缝焊机是指焊件装配成搭接或对接接头并置于两滚轮电极之间,滚轮电极加压焊件并转动,连续或断续脉冲送电,形成一条连续焊缝的电阻焊机器。也可以说,缝焊机是点焊的一种演变。缝焊普遍地应用在要求密封性的接头制造上,有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在。中文名缝焊机外文名Seamweldingmachine工作方法滚轮电极旋转应用薄板焊接分类横向缝焊机、纵向缝焊机等厚度要求相关视频查看全部目录1缝焊机的分类及组成2原理与方法▪工作原理▪工作方法3缝焊特点4产品应用缝焊机缝焊机的分类及组成编辑播报缝焊机是工件置于滚轮电极之间或滚轮电极与条状电极之间,连续或断续地滚压,间歇或连续施加电流,形成线状焊缝的电阻焊机。缝焊机可根据滚轮电极的转动方式,分为连续缝焊机和步进缝焊机;根据焊缝与电极臂之间的关系,分为横向缝焊机、纵向缝焊机和全能缝焊机。横向缝焊机形成的焊缝与电极臂垂直。这类焊机滚轮电极的转动轴与电极臂平行。主要用来焊接水平工件的长焊缝以及圆周环形焊缝。横向缝焊机。纵向缝焊机形成的焊缝与电极臂平行。这类焊机滚轮电极的转动轴与电极臂垂直,主要用于焊接水平工件的短焊缝以及圆筒形容器的纵向直缝。缝焊机,就选上海崴而淀电器有限责任公司,用户的信赖之选,欢迎您的来电哦!

焊机行走的平稳性是影响埋弧横焊成形和内在质量的重要因素。动力驱动系统的动力稳定可靠性及其传动的平稳性,是保证焊机行走平稳性和可图员焊机工作状态。为提高焊机行走的可靠性和稳靠性的决定性因素定性,焊机采用双驱动设计。即前后两个单独的行走,轮均有电机提供动力驱动,同步转动带动焊机行走。以提高焊机行走的稳定性和可靠性。动力驱动系统采用一个大功率变频调速器驱动两个相同规格性能的专门用变频调速电机,为焊机:交流变行走提供驱动力。该种设计方式的优点在于,两电频电机的机械特性相对于直流伺服电机偏软机的同步控制精度要求相对较低,变频调速技术现且控制系统已很成熟,双电机同步控制较易实现,电机与行走轮轴间的传简单可靠。动力驱动系统中,动采用平行轴斜齿减速器,采用该种齿轮传动,一方图圆新设计焊机,另一面使动力驱动系统行走的平稳度大增加员援员焊机车架设计,减小了所需电机功方面,提高了传动精度和效率率,同时增加了行走机构的可靠性和使用寿命。缝焊机,就选上海崴而淀电器有限责任公司,有想法的可以来电咨询!山东缝焊机设备厂家
有时也用来焊接普通非密封性的板金件,被焊金属材料的厚度通常在0.1~2.5mm。山东缝焊机设备厂家
全能缝焊机即纵、横两用焊机。缝焊机一般由机身、加压机构、传动机构、阻焊变压器、功率调节机构、焊接回路,见除了电极和传动机构以外,其他部分与点焊机基本相似。全能缝焊机缝焊机传动机构的主要功能是获得需要的焊接速度,其中某些零部件(如缝焊机机头)还担负传递焊接压力和焊接电流的任务。传动机构有上电极主动、下电极主动和上、下电极皆主动三种类型。横向缝焊机通常是下电极主动,纵向缝焊机和全能缝焊一般为上电极主动,焊接镀层钢板的缝焊机常采用上下电极皆主动的传动机构。[1]缝焊机原理与方法编辑播报缝焊机工作原理缝焊接头形成过程(断续)缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电极与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。可以认为:1)在滚轮电极直接压紧下,正被通电加热的金属,系处于“通电加热阶段”。2)即将进入滚轮电极下面的邻近金属。受到一定的预热和滚轮电极部分压力作用,系处在“预压阶段”。3)刚从滚轮电极下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电极部分压力作用,系处在“冷却结晶阶段”。山东缝焊机设备厂家
上海崴而淀电器有限责任公司是我国点焊机,凸焊机,碰焊机,排焊机专业化较早的有限责任公司之一,公司成立于2005-02-04,旗下崴而淀,已经具有一定的业内水平。上海崴而淀以点焊机,凸焊机,碰焊机,排焊机为主业,服务于机械及行业设备等领域,为全国客户提供先进点焊机,凸焊机,碰焊机,排焊机。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。
- 河北全自动缝焊机哪家质量好 2024-10-22
- 河南直缝缝焊机设备 2024-10-07
- 海南直缝缝焊机保养 2024-09-12
- 河南排气管缝焊机价格 2024-09-11
- 甘肃缝焊机供应商 2024-09-11
- 吉林纵缝缝焊机设备生产 2024-08-28
- 西藏油箱缝焊机保养 2024-08-18
- 青海自动缝焊机 2024-08-16
- 河南全自动缝焊机价格 2024-08-15
- 福建排气管缝焊机配件 2024-08-15
- 江苏油箱缝焊机配件 2024-08-15
- 山西油箱缝焊机价格 2024-08-14


