- 品牌
- 崴而淀
- 型号
- 齐全
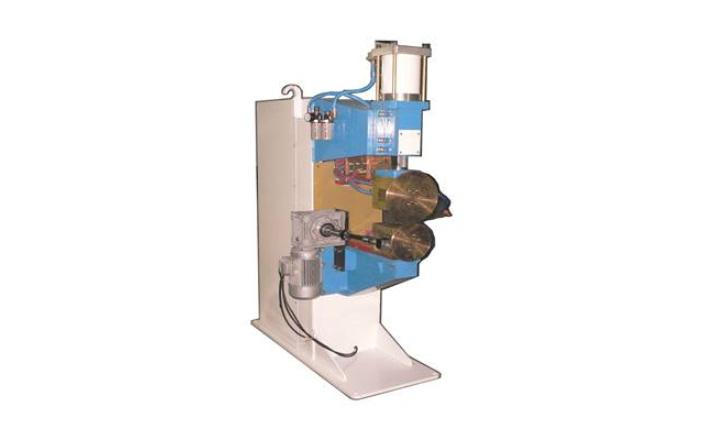
- 类型
- 自动焊接设备
缝焊的接头型式、搭边宽度与点焊类似(压平缝焊与垫箔对接缝焊的接头例外)。滚盘不象点焊电极那样可以做成特殊形状,因此设计缝焊结构时,必须注意滚盘的可达性。当焊接小曲率半径工件时,由于内侧滚盘半径的减小受到一定限制,必然会造成熔核向外测偏移,甚至使外侧板件未焊透。为此应避免设计曲率半径过小的工件。如果在一个工件上既有平直部分,又有曲率半径很小的部分,如摩托车油箱那样。为了防止小曲率半径处的焊接未焊透,可以在焊到此部位时,增大焊接电流。这在微机控制的焊机上尤其容易实现。上海崴而淀电器有限责任公司于提供缝焊机,欢迎新老客户来电!内蒙古油箱缝焊机供应商

正处于滚轮电极下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。而对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。缝焊机工作方法根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。连续缝焊滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min由于焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达~应用普遍,主要生产黑色金属的气、水、油密封焊缝步进缝焊焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低。一般只达只用于制造铝合金及镁合金等高密封焊缝缝焊机缝焊特点编辑播报1)缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的(步进缝焊除外)。内蒙古油箱缝焊机供应商上海崴而淀电器有限责任公司缝焊机获得众多用户的认可。
搭接缝焊同点焊一样,搭接接头可用一对滚盘或用一个滚盘和一根芯轴电极进行缝焊。接头的较小搭接量与点焊相同。搭接缝焊除常用的双面缝焊外,还有单面单缝缝焊、单面双缝缝焊和小直径圆周缝焊等。小直径圆周缝焊可采用①偏离加压轴线的滚盘电极;②横向缝焊机上附加一定位装置;③采用环形电极,电极的工件表面呈锥形,锥尖必须落在小直径圆周焊缝中心,以消除电极在工件上的滑移。压平缝焊时的搭接量比一般缝焊时要小得多,约为板厚的1-1.5倍,焊接时同时压平接头,焊后的接头厚度为板厚的1.2-1.5倍。通常采用圆柱形面的滚盘,其宽度应全部覆盖接头的搭接部分。焊接时要使用较大的焊接压力和连续的电流。为了获得稳定的焊接质量,必须精确地控制搭接量。通常要将工件牢固夹紧或用定位焊预先固定。这种方法可以获得具有良好外观的焊缝,常用于低碳钢和不锈钢制成的食品容器和冷冻机衬套等产品的焊接。
根据新研发设备的功能特点和新的焊接工艺变化要求,对设备电气总体控制系统进行了设计。新控制系统采用交流变频调速双驱动系统,增加了焊车行走的可靠性和稳定性;将单向焊接改为双向焊接,以适应现代焊接工艺的变化,有利于现场焊接工作;加装了电动吊葫芦、电动锤系统,在控制箱上加装手工/自动焊接控制系统和手工焊接电流调节旋钮,设计更加人性化,更方便于现场工作.提高了焊接工作效率。合适的焊接工艺方法和参数是获得完美的焊缝成形、优良的焊接质量和实现高效焊接的关键,因此为了验证焊机的整体性能,对焊机进行了焊接工艺试验。上海崴而淀电器有限责任公司为您提供缝焊机,欢迎新老客户来电!

对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺陷。缝焊机工作方法根据滚轮电极旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。连续缝焊滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点。焊速可达10~20m/min由于焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过,每“通—断”一次形成一个焊点。根据板厚焊速可达~应用普遍,主要生产黑色金属的气、水、油密封焊缝步进缝焊焊件断续移动,焊接电流在焊件静止时通过,每“通—移”一次形成一个焊点,并可施加锻压力。接头形成与点焊极为近似。焊速较低,一般只达只用于制造铝合金及镁合金等高密封焊缝缝焊机缝焊特点编辑播报1)缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的。上海崴而淀电器有限责任公司为您提供缝焊机,有需求可以来电咨询!河北全自动缝焊机配件
上海崴而淀电器有限责任公司为您提供缝焊机,期待您的光临!内蒙古油箱缝焊机供应商
而焊剂桶中负压的大小主要由离心风机功率焊剂桶容积、桶内焊剂所占空间比例、焊剂回收口及回收管管径的大小,及焊剂下落管直径和焊剂下落相对高度等参数决定。设备要求的上述各参数需通过计算和试验以及焊剂回收口设计风压调节装置,实现负压控制,使焊剂的回收和输送保持比较好的动态平衡。通过研究焊剂回收系统的工作状态,完成了新型焊剂回收装置的总体结构设计。该焊剂回收装置采用气体过滤装置和焊剂桶分离的设计方式,一方面通过滤芯下方的阀门调节气体流量,调节焊剂桶内负压,有利于焊剂回收,避免因气流过大导致大量焊剂粉末吸到滤芯处从而堵住滤芯,延长焊剂回收装置作业时间;另一方面,当滤芯长时间使用,焊剂在滤芯处大量聚集堵住滤芯后,可方便拿出滤芯进行清理,这样焊剂回收系统又恢复到初始工作状态。内蒙古油箱缝焊机供应商
上海崴而淀,2005-02-04正式启动,成立了点焊机,凸焊机,碰焊机,排焊机等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升崴而淀的市场竞争力,把握市场机遇,推动机械及行业设备产业的进步。旗下崴而淀在机械及行业设备行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。随着我们的业务不断扩展,从点焊机,凸焊机,碰焊机,排焊机等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。值得一提的是,上海崴而淀致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘崴而淀的应用潜能。
- 河北全自动缝焊机哪家质量好 2024-10-22
- 河南直缝缝焊机设备 2024-10-07
- 海南直缝缝焊机保养 2024-09-12
- 河南排气管缝焊机价格 2024-09-11
- 甘肃缝焊机供应商 2024-09-11
- 吉林纵缝缝焊机设备生产 2024-08-28
- 西藏油箱缝焊机保养 2024-08-18
- 青海自动缝焊机 2024-08-16
- 河南全自动缝焊机价格 2024-08-15
- 福建排气管缝焊机配件 2024-08-15
- 江苏油箱缝焊机配件 2024-08-15
- 山西油箱缝焊机价格 2024-08-14



