金属板材加工技术的进步带来了明显的行业变革。与传统的加工方式相比,现代的金属板材加工已经大量引入了先进的数控设备,如数控折弯机和折弯中心等,实现了加工过程的数字化和精细化。焊接技术也不例外,新增的氩弧焊、二氧化碳气体保护焊以及焊接机器人等设备,都很大程度提高了焊接的效率和精度。随着主要工艺和设备的升级,金属板材加工产品的质量有了明显提升,加工速度和响应速度也更快。在产品更新速度极快的金属板材加工领域,如何迅速适应市场变化,快速生产出受市场欢迎的产品,成为了企业赢得竞争的关键。在这样的背景下,选择适合的激光切割机显得尤为重要。金属板材的加工过程通常包括产品初步测试、产品加工试制和产品批量生产三个阶段。在产品加工和试生产过程中,及时的客户沟通和反馈是获取加工评价、优化生产流程的重要环节,也是确保较终产品能够批量生产并满足市场需求的关键。钣金件加工是金属制造业中常见的加工方法,员工需科学掌握加工工艺以确保产品质量与精度。崇明区镜面不锈钢钣金件加工
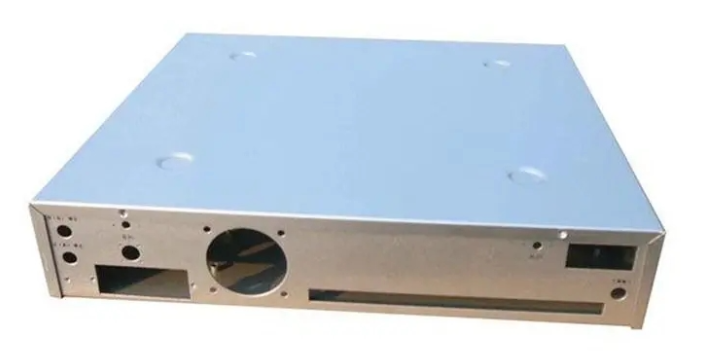
焊接技术在钣金件加工底盘的成型和加固过程中占据重要地位。不过,铝的高熔点和易氧化性对焊接加工构成了挑战,不只可能降低效率,还容易导致焊接接头出现气孔、夹渣或焊接不完全等质量问题。为确保加工质量,交流钨极氩弧焊(TIG焊)成为了头选方法。TIG焊运用钨电极与工件间的电弧,在氩气保护下热熔基材并填充焊丝。其独特之处在于,交流电流极性会周期性地变化,每个周期内,电流一半时间为直流正,一半时间为直流反。在直接半波阶段,钨电极能够在不过热的前提下发射充足的电子,从而稳定电弧。此种焊接方式在钣金底盘加工中具有明显优势。通过降低铝材氧化程度,它有效地减少了气孔、夹渣等缺陷的产生。同时,由于交流电流的特性,该方法能够维持电弧的稳定,进而保证焊接的连续性和均匀性。这些特点共同提升了钣金底盘的整体加工质量。因此,在钣金件加工底盘的实际生产过程中,采用交流钨极氩弧焊不只能提高生产效率,更能确保产品质量,是不可或缺的焊接技术。上海铝板钣金件加工配套齐全的工具、模具、夹具和辅助设备,为现代钣金件加工提供了坚实的基础。
在钣金件加工领域,如何提升效率并确保好的产出始终是企业的中心关切。针对这一目标,以下从设计、材料选择、工艺流程、加工技术、设备配置、质量控制及员工培训等环节,提供一套综合性的解决方案。1. 精简并优化设计设计的合理性直接决定了钣金件加工的难易程度和效率。在产品设计初期,应充分考虑其制造友好性,包括简化结构、减少不必要的加工步骤,以及提高原材料的利用率。利用先进的CAD/CAM软件,可以更加高效地进行设计优化,从而实现更快速、更精确的加工。2. 材料的战略选择材料的选择对于钣金件的加工效率和质量具有不可忽视的影响。不同的材料具有独特的加工特性,比如硬度、韧性等,这都会直接影响到加工工具的使用寿命和较终产品的品质。因此,选择较适合的材料不只可以提高生产效率,还能有效控制成本。3. 确立高效的工艺流程一个高效且合理的工艺流程能够明显提高钣金件加工的效率和质量。在制定工艺流程时,必须综合考虑产品的复杂性、材料的硬度以及刀具的耐用性等因素。通过优化工艺流程,可以实现更短的加工周期和更高的产品质量。4. 精细化的加工管理
在钣金加工过程中,工件的折弯、压铆等工序完成后,即进入装配和打包环节。在此环节,有几点需要特别注意。在装配前,操作员需要佩戴手套,以防止手上的灰尘或污渍附着在工件上。对于某些需要更高清洁度的工件,还需要使用气呛进行吹扫,确保工件的表面干净无尘。工件的打包工作也同样重要。经过品质检验合格的钣金件需要被妥善地装入专门的包装袋中,以防止在运输或存储过程中受到损害。对于大批量生产的工件,推荐使用纸箱、气泡袋、胶垫、托盘或木箱等包装材料,以提供更为全部和细致的保护。钣金加工中的品质检验环节是不可或缺的。每一件钣金件都需要经过严格的品质检验,包括尺寸精度和外观质量两个方面。尺寸精度需要严格按照图纸要求进行把控,而外观质量则需要确保没有任何划痕或瑕疵。对于不符合要求的钣金件,需要进行返工或者报废处理。通过严格的品质检验,不只可以确保钣金件的质量符合要求,还可以及时发现并纠正图纸设计错误、不良操作习惯以及生产过程中可能出现的其他问题。这对于提升产品质量、降低生产成本以及提高客户满意度都是至关重要的。冲床钣金件加工需要处理各种加工细节,以增强实用能力和避免不利影响。

如何提高钣金件加工的精度在钣金件加工过程中,精度的提高是企业的主要关注点之一。为了实现高精度的钣金件加工,以下是从设计、材料选择、模具和工具、设备调整、检验过程、表面处理、员工培训和持续改进等方面提出的建议。1.优化设计优化设计是提高钣金件加工精度的关键步骤。在产品设计阶段,应考虑到材料的厚度、强度和可加工性等因素,以制定出合适的加工工艺和模具设计。同时,应尽可能减少模具和工具的数量,以提高生产效率。2.选择合适的材料材料的选择对钣金件加工精度有着重要影响。不同的材料具有不同的物理和化学性质,如硬度、韧性、热导率等。选择合适的材料可以减少加工过程中的变形和误差,提高加工精度。3.精确的模具和工具使用精确的模具和工具是提高钣金件加工精度的关键因素。模具和工具的精确度直接影响到工件的形状、尺寸和精度。因此,应选择高质量的模具和工具,并定期进行维护和保养。4.精确的设备调整设备调整是提高钣金件加工精度的关键步骤。在设备调整过程中,应注意刀具的长度、直径、角度和切削速度等参数,以保证工件的精度和质量。此外,还应定期检查设备的磨损情况,并及时更换磨损部件。 加工钣金件时,必须注意人身安全和穿戴适当的防护装备。徐汇区五金钣金件加工制造商
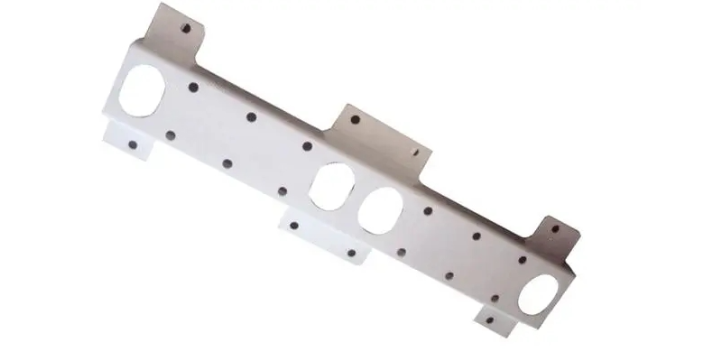
在新型金属构件的设计和制造中,有必要结合实际应用要求和标准进行设计。崇明区镜面不锈钢钣金件加工
钣金加工设计:中心原则与实际应用在机械工程领域,钣金加工是一项至关重要的技术,它涉及到将各种金属板材,如不锈钢、镀锌钢板、铜、铝、铁等,通过一系列的工艺加工成所需形状和结构。为确保产品的质量和效率,钣金加工遵循一些基本的设计原则。首要原则是合理选择钣金件的厚度。钣金件的厚度范围普遍,从0.03mm到6.00mm不等。但值得注意的是,随着厚度的增加,加工难度和产品不良率也会相应上升。因此,在设计过程中,应根据产品的具体功能需求,选择能够满足强度和刚度要求的较小厚度。对于大多数钣金产品,厚度通常控制在1mm以内,常用厚度为0.5mm和0.8mm。而对于工业级钣金设备,厚度则一般在1mm至2mm之间,常用厚度包括1.0mm、1.2mm、1.5mm和2.0mm。其次,钣金件的设计必须充分考虑其工艺性。任何零件的设计都应面向其加工工艺,以确保产品的可制造性。钣金工艺性主要指产品在各种加工过程中的冲裁、折弯等操作的难易程度。设计师需要具备对钣金工艺、制造工艺等相关知识的深入了解,以确保设计出的产品能够顺利通过各种加工工艺。基本的钣金加工方式包括冲裁、折弯、拉伸和成型等。崇明区镜面不锈钢钣金件加工






