- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
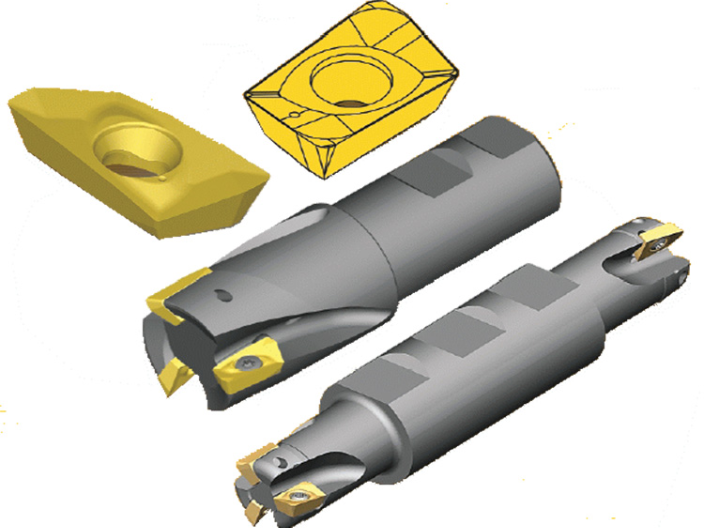
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越***了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。致力于为客户提供稳定品质的PCD刀具。欧美PCD刀具供应商
CBN刀具是一种采用立方氮化硼(CubicBoronNitride,简称CBN)作为刀具切削部分的刀具。CBN是一种人工合成的超硬材料,具有极高的硬度和耐磨性,被广泛应用于切削加工领域。CBN刀具具有以下主要用途:高硬材料加工:CBN刀具适用于加工高硬度材料,如硬质合金、高速钢、工具钢等。它能够在高速切削中保持刀具的稳定性和耐磨性,实现高效率的切削加工。硬脆材料加工:CBN刀具适用于加工硬脆材料,如陶瓷、玻璃、石英等。它能够实现高精度的切削加工,保持工件的表面质量和尺寸精度。高温合金加工:CBN刀具适用于加工高温合金,如钛合金、镍基合金等。它能够在高温环境下保持刀具的稳定性和切削效率,实现高效率的切削加工。精密加工:CBN刀具适用于精密加工领域,如模具加工、航空航天零部件加工等。它能够实现高精度的切削加工,满足对工件表面质量和尺寸精度要求较高的加工需求。高速切削:CBN刀具适用于高速切削加工,能够实现高速、高效的切削加工。它能够在高速切削中保持刀具的稳定性和切削效率,提高生产效率和产品质量。日韩金刚石刀具厂家致力于为客户提供稳定品质成型刀具。

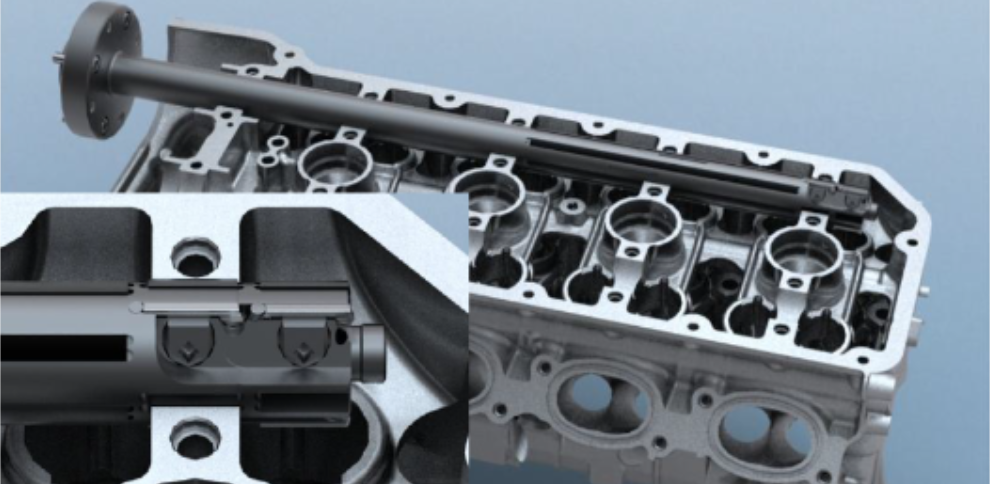
复合材料相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,成为航空航天领域的理想材料。随着航空航天复合材料的广泛应用,如何正确选择、合理使用刀具进行高效高质量切削加工是一个非常重要的问题。航空航天制造业广泛应用的刀具材料主要有硬质合金和PCD刀具材料,其中,PCD刀具材料所占比重越来越大,在当今的航空制造中两者成为航空航天业刀具发展中的主导刀具,应用范围相当。PCD刀具于1973年在美国开始应用。自汽车工业应用PCD刀具以来,PCD刀具在北美汽车工业中的使用量高速增长。美国汽车公司使用PCD刀具加工的主要对象是发动机的铝合金汽缸体。PCD刀具的应用涵盖汽车几乎所有铝合金零部件加工领域,包括阶梯复合刀具,铸铝及铝合金加工丝锥,各种高精度孔复合绞刀,复合钻头,大倍径钻头,高难度材料加工钻头等等。国内汽车企业如一汽大众,已使用PCD刀具加工汽车铝合金零部件(如汽车铝合金活塞、铝合金轮毂)。
一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。金刚石刀具摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出。

如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种高效长寿命刀具,能创造很高的经济效益,但如果使用方法不当,则会造成很大的浪费。(1)合理选择切削用量:切削速度要根据被加工材料进行选择,一般要高于硬质合金刀具。切削硬度HRC55~65的淬硬钢可选切削速度为80~120m/min,由于PCBN切削硬材料是将切削区内微小区域的金属软化而进行的,因此切削速度过低时,就不能发挥PCBN刀具的切削性能。进给量一般不能大于,背吃刀量一般选择小于。(2)合理选择刀具几何参数:由于PCBN刀具的韧性高于陶瓷,低于硬质合金,因此刀具几何参数的选择主要考虑的就是保证刃口强度,刀具前角一般选择(0°~-10°),后角选择较小,为10°左右。除特殊要求外,为保证刀尖强度,刀尖角一般不要小于90°;刃口要磨出负倒棱,一般取为×(-15°~-30°),使用前要用30~50倍放大镜对刀具进行检查,确保刃口无崩刃。(3)冷却与润滑:对其他材料刀具,采用冷却润滑液有利于提高加工表面和延长刀具寿命,但对PCBN刀具除极特殊情况下,不加冷却液同样可达到理想的加工质量和较长的刀具寿命,对PCBN刀具来说是怕软不怕硬。若使用冷却液,则不能使用水溶性冷却液,因为CBN易在1000℃产生水解作用。非标刀具有很多,例如合金铣刀、合金钻头、合金铰刀等。安徽车床刀具加工
加工过程中,需要对刀具的材质、刀口的几何形状、几何角度等,进行针对性的设计。欧美PCD刀具供应商
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。欧美PCD刀具供应商
- 日韩数控加工刀具供应商 2023-12-27
- 机床刀具 2023-12-24
- 安徽切削刀具加工 2023-12-24
- 欧美可转位刀具供应商 2023-12-23
- 北京机加工刀具 2023-12-22
- 浙江机加工刀具供应商 2023-12-22