- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
液压螺母使用方法与注意事项1.手动泵在使用前将液压油注满,注油口在手动泵的后端,打开螺母注油,注油后锁紧。加压时将泵上方的手柄上下压动,将泵右侧的卸荷开关手柄顺时针锁紧;卸压时将手柄逆时针旋转即可。左侧接压力表,可观察加压时的压力指示,手动泵前端接注油胶管。2.液压螺母由螺母体、压环、注油口及放油排气接头组成,使用时将螺母外观清洗干净。螺母旋进工件并锁紧螺母,压环应在原始位置,然后将手动泵的注油胶管接口插在注油口上,锁紧手动泵右侧的卸荷开关手柄,慢慢加压,同时将放油排气接头上部的放气帽向内旋,放气,直至螺母内空气排净,流出干净的液压油后向外旋松放气帽使之单向阀关闭,继续加压注油,使压环向外压出,达到压紧目的,直到加压到你所需压紧目的即可。松开卸荷开关手柄,松开手动泵的加压胶管接头。3.松卸螺母将放油排气接头向里旋转直至液压油流出,慢慢松开螺母即可。4.螺母在没有旋进工件锁紧前,请不要给螺母加压,防止压环偏载脱出,在不使用时请将螺母内的油放净,压环回到原始位置,以备下次使用。在螺纹处加黄油防止生锈。液压螺母工作原理是利用高压油在轴上产生一个推力和轴套上产生一个张力,使轴和轴套受力均匀的连接在一起。崇明区定制液压夹具
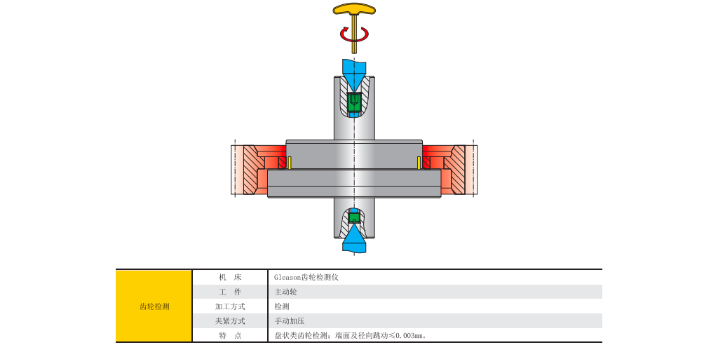
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。虹口区组合液压夹具齿轮的***精加工具有非常的意义,因为工件在精加工之后,会获得很好的尺寸和位置要求。夹具是比较好的选择。

因而这其中,中国台湾卡盘于合理的价位之上做到了世界先进的技术标准,60%的进口份额占比证明了它的市场接受度。借以经常保车床卡盘长时间使用之后,依然能保证良好的精度,润滑工作便变得十分重要。绝不正确或是绝不合适润滑把导致低压时绝不正常功能,夹持力减弱,夹持精度不良,绝不正常磨损以及卡住等问题,因此必需正确润滑卡盘。较早,每天大约打一次二硫化钼油脂(颜色为黑色),把油脂打入卡盘油嘴内直到油脂溢出夹爪面或是卡盘之内孔处(内孔保护套和连结螺帽处),但是假如卡盘高旋转或是大量水性切削油在加工使用时,需要越来越多润滑,需按照不同情况来决定。
大家都知道减少停工检修期是提高生产力、使生产能力利用系数比较大化的一项重要因素。然而零件加工过程中的精确定位和装夹的重复精度也是改进效率和质量的关键。譬如柔性加工中心的产生就是为了减少产品循环周期。在一个固定夹具体上,采用机械装夹定位、夹紧工件后,进行切削加工,加工完毕后松开机械装夹定位块,取下已经加工完毕的工件再换新工件上去夹紧,依次往复这通常是很花时间的一个步骤。为了实现高产高效,工件的定位、支撑、夹紧和夹具的快速松开夹紧,以及操作方便、安全都是非常重要的环节。对于加工一个较大的工件,并且工序间隔时间短,选用半自动化或全自动化的液压夹具是非常具有经济价值的。液压定位和夹紧是一项非常可靠而且有效的技术。 液压夹具可以对角互锁,更加安全可靠。

工装分为工装/通用工装/标准工装(类似于标准件)。夹具:顾名思义,用以装夹工件(或引导刀具)的装置。模具:用以限定生产对象的形状和尺寸的装置。刀具:机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。辅具:一般指用以连接刀具和机床的工具。钳工工具:各种钳工作业所用的工具总称。工位器具:用以在工作地或仓库中存放生产对象或工具的各种装置。检具:生产中检验所用的器具。治具:制造用器具,这个词对应fixture,有时与工装同义,有时也指夹具,一般台资/韩资/日资等电子企业多用该词。每种液压夹具都有不同的夹紧原理不同的机构,需求的夹紧力也不相同。福建内涨夹具液压夹具
液压夹具确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。崇明区定制液压夹具
加丁中心夹具的设计原则及缺陷描述对于加工中心夹鱼而言,其多是直接落工工作合,以下艺安排为依据对工作台的使里加以理解,使且能更好地配合工艺,准确定位工件:夹紧力的大小应调整为比较好状态,夹具本体要具备足够的刚性,这样可以适当弥补加工件设计的刚性缺陷,顺利完成切削工作。值得注意的是,必要时可合理安装防误机构,这是因为盘米零件的槽距离两侧端面和内孔的深度不一,有效避免端面加工时取反而报废丅件[11。通常夹单定位时使用的面会较多接触工件,因此在设计过程中应对常规磨损进行充分考虑,并在加工时能准确快速地更换;或者是在平堂使用中选用特殊的材料,和用淬火笔执外理方式来增加材料硬度塑性,尽量用少的设计费用达到比较好的加工精度要求。一般1台机床拥有2个夹具,每一夹具都可装夹2个工件,并且2个夹具的构成元相同,多是利用手工操作的方式进行工件上下料,并通过液压控制夹具的形式对元件的动作进行执行。在实际执行过程中往往会出现一些问题,尤其是动作顺序不够正确,夹紧丅件时压板油缸的夹紧动作明显落后干夹具辅助支撑的顶出,这样夹紧工具后会出现弯曲变形情况,当工件放松后弹性变形复原,影响铣削平面度的效果。 崇明区定制液压夹具
- 黄浦区定制液压夹具 2024-06-30
- 液压夹具定制价格 2024-06-30
- 常州砂轮杆液压夹具批发 2024-06-29
- 重庆变径卡簧液压夹具 2024-06-29
- 青浦区万德锐液压夹具 2024-06-28
- 回转体夹具液压夹具批发商 2024-06-27
- 福建砂轮杆液压夹具批发 2024-06-26
- 江西车床液压卡盘液压夹具厂家 2024-06-26
- 河南滚齿机夹具液压夹具 2024-06-26
- RV壳体夹具液压夹具联系方式 2024-06-26
- 山东磨齿机夹具液压夹具 2024-06-25
- 安徽液压卡盘夹具液压夹具供应商 2024-06-25