- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
由于经济与环保方面的原因,近几年干切削加工方法已成为机械制造领域中的重点研究课题。我们首先来看一下湿切工艺由于使用切削液带来的问题:(1)长期暴露在空气中或切削加工中由切削热造成的切削液雾状挥发,容易污染环境、危害操作者健康,切削液中的硫、氯等添加剂危害更大,影响加工表面质量;(2)切削液的使用影响加工成本,据统计,切削液占生产成本的15%,而刀具费用*占3%~4%;(3)切削液的渗漏、溢出会污染环境,易发生安全、质量事故;(4)切削液的传输、回收、过滤等装置及其维护费用较高,增加了生产成本。由于以上原因,干切削加工工艺已在西方工业发达国家有了相当的应用。由美国Makino公司推荐的“红月牙”(RedCrescent)干切工艺,既可以充分发挥刀具的切削性能,与湿切相比又能**提高生产率。其机理是由于切削速度很高,产生的热量聚集于刀具前部,使切削区附近材料达到红热状态,屈服强度下降,进而达到提高切削效率的效果。采用红月牙干切削工艺的前提条件是在较高切削温度下,被切材料强度有明显下降,变得易切削,而刀具材料的强度在同样状态下要有较好的红硬性及热稳定性,还要有较好的耐磨性和抗粘结性。致力于为客户提供稳定品质的PCD刀具。湖南数控机床刀具

金刚石刀具主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工,如录相机磁盘、光学平面镜、多面镜和二次曲面镜等。但其结晶各向异性,刀具价格昂贵。PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。主要用于车削加工各种有色金属如铝、铜、镁及其合金、硬质合金和耐磨性极强的纤维增塑材料、金属基复合材料、木材等非金属材料。切削加工时切削速度、进给速度和切削深度加工条件取决于工件材料以及硬度。人造聚晶金刚石复合片(PDC)性能和应用接近PCD刀具,主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒间有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具耐热温度,故刀具切削性能不够稳定。金刚石厚膜刀具制备过程复杂,因金刚石与低熔点金属及其合金之间具有很高的界面能。金刚石很难被一般的低熔点焊料合金所浸润。可焊性极差,难以制作复杂几何形状刀具。重庆机床刀具铝合金及有色金属适用金刚石PCD刀具。
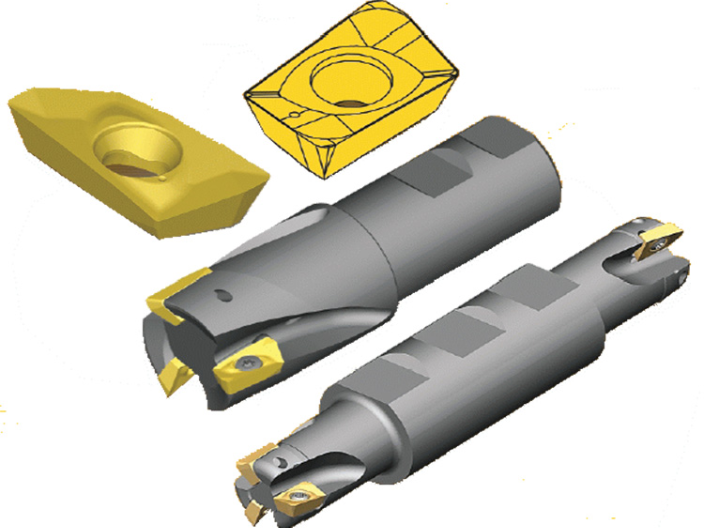
FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。天然金刚石刀具是超精密切削加工理想的工具。
复合材料相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,成为航空航天领域的理想材料。随着航空航天复合材料的广泛应用,如何正确选择、合理使用刀具进行高效高质量切削加工是一个非常重要的问题。航空航天制造业广泛应用的刀具材料主要有硬质合金和PCD刀具材料,其中,PCD刀具材料所占比重越来越大,在当今的航空制造中两者成为航空航天业刀具发展中的主导刀具,应用范围相当。PCD刀具于1973年在美国开始应用。自汽车工业应用PCD刀具以来,PCD刀具在北美汽车工业中的使用量高速增长。美国汽车公司使用PCD刀具加工的主要对象是发动机的铝合金汽缸体。PCD刀具的应用涵盖汽车几乎所有铝合金零部件加工领域,包括阶梯复合刀具,铸铝及铝合金加工丝锥,各种高精度孔复合绞刀,复合钻头,大倍径钻头,高难度材料加工钻头等等。国内汽车企业如一汽大众,已使用PCD刀具加工汽车铝合金零部件(如汽车铝合金活塞、铝合金轮毂)。非标刀具在机械加工中的运用非常多,非标刀具的种类也很多。日韩加工中心刀具厂家
细粒度(1-10 微米)PCD 复合片耐磨性能较差,但制作的刀具可实现相对低的工件表面粗糙度。湖南数控机床刀具
PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。湖南数控机床刀具
- 日韩数控加工刀具供应商 2023-12-27
- 机床刀具 2023-12-24
- 安徽切削刀具加工 2023-12-24
- 欧美可转位刀具供应商 2023-12-23
- 北京机加工刀具 2023-12-22
- 浙江机加工刀具供应商 2023-12-22

