- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
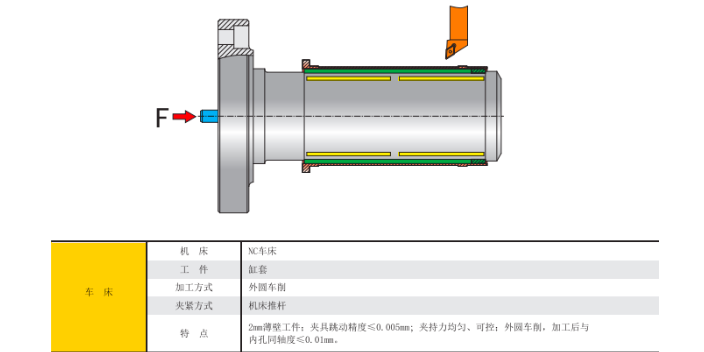
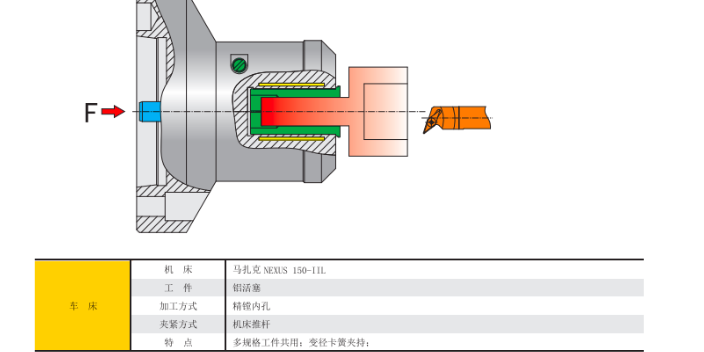
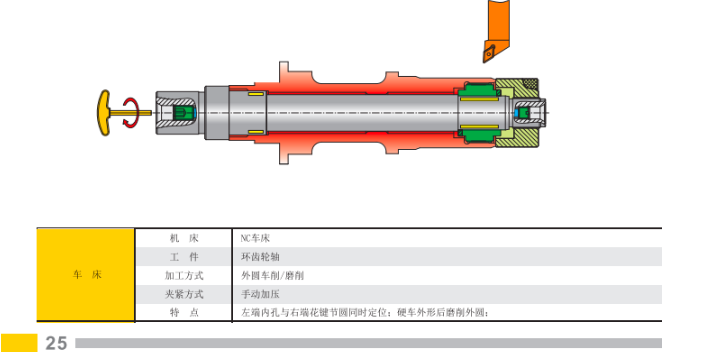
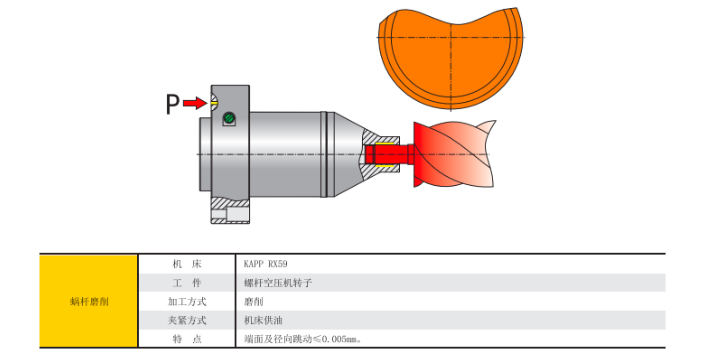
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具能保证工件在规定的位置上准确的定位和夹紧,还能制作自动控制压板和抬起在加工中让开夹紧位置。福建定制液压夹具
液压虎钳的夹紧力由弹簧保证,液压系统可以使工作如下的活动夹紧力克服弹簧的张力,向左移动一段距离。首先,调整螺母一是使其等于在位置调整弹簧的张力以增加张力,工作部件的夹紧力。二是通过压力液压手柄、油管向塞缸注入液压油。用手向左推移动的夹具,给工件初始夹紧力(预压力),然后用手拉手柄,通过带闸摩擦,紧紧抓住活动夹具,使其不能再移动。第四,完成上述工作后,放置油刹车手柄,释放液压系统的压力,使弹簧的张力实现夹紧操作,从而实现快速夹紧。第五、加工完成后,松开手柄,用手拖动活动夹具,可以快速松开。河南内涨夹具液压夹具液压夹具通常由定位元件、夹紧装置、对刀引导元件、分度装置、连接元件以及夹具体等组成。
液压夹具结构组成的各方面内容:选用1100H24、3003H24、5005H24等幕墙专项使用单层铝合金板。幕墙铝单板木纹铝方通是用优异铝合金板材为基材,再经过数控折弯等技能成型,外表喷涂装饰性涂料的一种新式幕墙资料。幕墙铝单板的规格及结构:铝方通铝单板从标准上分为两种:厚度在(也叫铝方板),厚度在。铝单板幕墙选用优异高度度铝合金板材,其常用厚度为、、、,江苏蚀刻木纹铝单板型号为3003,状况为H24。惯例厚木纹铝方通度:、、、幕墙铝单板基材是选用1100H24、3003H24、5005H24等幕墙专项使用单层铝合金铝方通按条算板。幕墙铝单板木纹铝方通是用优异铝合金板材为基材,再经过数控折弯等技能成型,外表喷涂装饰性涂料的一种新式幕墙资料。幕墙铝单板的规格及结构:铝方通铝单板从标准上分为两种:厚度在(也叫铝方板),厚度在。铝单板幕墙选用优异高度度铝合金板材,其常用厚度为1高铁铝方通厂家.5、、、,型号为3003,状况为H24。
液压夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具。夹具精度检测以标准件为准,精度应符合双方技术约定。

大家都知道减少停工检修期是提高生产力、使生产能力利用系数比较大化的一项重要因素。然而零件加工过程中的精确定位和装夹的重复精度也是改进效率和质量的关键。譬如柔性加工中心的产生就是为了减少产品循环周期。在一个固定夹具体上,采用机械装夹定位、夹紧工件后,进行切削加工,加工完毕后松开机械装夹定位块,取下已经加工完毕的工件再换新工件上去夹紧,依次往复这通常是很花时间的一个步骤。为了实现高产高效,工件的定位、支撑、夹紧和夹具的快速松开夹紧,以及操作方便、安全都是非常重要的环节。对于加工一个较大的工件,并且工序间隔时间短,选用半自动化或全自动化的液压夹具是非常具有经济价值的。液压定位和夹紧是一项非常可靠而且有效的技术。 液压夹具缩小了生产循环周期,提高了机床使用效率。从而增加了产量也就意味着降低了成本。上海液胀夹具液压夹具
液压夹具通过液压控制实现对工件的自动定位、支承与夹紧的夹具。福建定制液压夹具
液压夹具设计中影响液压切边机剪切抗力的因素?液压夹具主要是用在零件的加工工艺过程的一类工具。所以设计液压夹具的时候,应考虑夹具的实用性,夹具设计的质量好坏,还关系到工件质量以及工作效率。影响液压切边机剪切抗力的因素分析单位剪切抗力的数值和材料的性质、剪切温度、剪切速度、剪刃形状、剪刃间隙及相对切入深度等因素有关。单位剪切抗力T的确定有实验曲线法和理论计算法两种。①金属性质:金属材料的强度极限与单位剪切抗力成正比关系。剪断时的相对切入深度小,即金属断的越早。因此单位剪切抗力与金属的强度和塑性有关。②剪切温度:钢板剪切时的温度越高,单位剪切抗力越小,剪断时相对切入深度则越大。③变形速度:热剪时,理论上变形速度与剪切速度成正比关系,单位剪切抗力随变形速度增加而增加;冷剪时,剪切速度对单位剪切抗力的影响很小,一般可不加以考虑。④剪刃侧向间隙:剪刃侧向间隙的大小,可以使剪切时的受力状况发生变化。当侧向间隙由零逐渐增大时,钢板的受力状况分别为压缩~剪切~弯曲状态,侧向间隙过小或过大都会使单位剪切抗力增加。因此,合理选择和保持剪刃侧向间隙的大小,可以帮助计算剪切抗力。⑤刀钝半径:刀钝半径的大小。 福建定制液压夹具
- 欧美液压夹具品牌排行榜 2024-05-29
- 浙江RV壳体夹具液压夹具定制 2024-05-29
- 湖北车床液压卡盘液压夹具定制 2024-05-28
- 苏州砂轮杆液压夹具材质 2024-05-28
- 常州粘接涨套液压夹具多少钱 2024-05-28
- 奉贤区组合液压夹具 2024-05-27
- 浙江液压夹具批量定制 2024-05-27
- 插齿刀液压夹具销售厂 2024-05-27
- 奉贤区镶片式滚刀液压夹具 2024-05-25
- 江苏磨床砂轮杆液压夹具批发 2024-05-25
- 浙江液压夹具销售 2024-05-24
- 内涨夹具液压夹具厂家 2024-05-24