- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
液压夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具。液压夹具的存在可以让力的作用得到很大的发挥,工作原理也比较简单,但是对于不同的,设计上还是有所不同。上海液胀芯轴液压夹具
液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。浙江液压卡盘夹具液压夹具批发商液压夹具能保证工件在规定的位置上准确的定位和夹紧,还能制作自动控制压板和抬起在加工中让开夹紧位置。

液压夹具结构组成的各方面内容:铝合金淬火炉是由炉体、炉体钢支架、可拆式炉顶、炉衬、电热元件、循环风机、导风板、炉底对开式炉门、倍速升降机构、料架、淬火槽、运料车、控制系统及配电柜/控制柜、液压系统等组成。炉体外壳框架采用型钢焊接成型,内壁采用1Cr18Ni9Ti耐热钢板,内衬采用优异全纤维结构,炉壳内表面贴附一层橡胶石棉板,起到隔热作用并保护炉壳表面不被腐蚀。加热元件采工业电炉箱式电阻炉直销用加热元件采用0Cr2高等L5合金丝绕制成带状,套在绝缘瓷管上,通过不锈圆钢固定于炉壳上,这种结构电阻带悬挂在炉膛四周,有利与热量散发和流通。热风循环装置由通风机装置和导风板组成,通风机装置安放在炉体顶部,风扇以及苏州铝箔袋厂家简述铝塑膜是由哪三层组成的:铝塑膜是我们常见的铝箔膜中的一种,铝塑膜可以是三层结构复合膜,也可能是四层或五层材质复合膜,三层的铝塑膜又可根据不同的用途分为不同的结构。我们常用的材质是PET/AL/PE,这种结构稳定性十分好,使用于食品包装、药品包装、工业包装等行业。PET:材料作为一种钢性材质,不仅有一定的阻隔性能,并且物理性能十分优越,外观具有光泽度、挺括度的特点,十分适合凹版印刷。
然而,液压夹具需要通过控制油路的通断,就可实现夹具的完整的顺序动作控制。液压夹具系统的第二个优势是可实现比较精细的定位。定位精度的关键在于在定位和夹具过程中夹具力比较稳定,所以流水作业中,同一批加工件的加工质量保持一致,降低因为用力过度造成的工件变形问题,产品报废率降低。成批零部件可以互相替换使用。液压夹具系统的第三个优势在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是比较不错选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,解决定位不准的问题。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。属同的夹具,有不同的夹紧原理不同的机构,需求的夹紧力也有差别。所以要详细问题详细剖析。

卡盘是机床之上用来夹紧紧工件的机械装置。利用皆布于卡盘体之上的活动卡爪的径向移动,将工件夹紧与定位的机床附件。卡盘通常改由卡盘体、活动卡爪与卡爪驱动机构3部分组成。卡盘一般安装于车床、外圆磨床与内圆磨床之上使用,亦可和各种分度装置配合,用于铣床与钻床之上。说到卡盘,接触为余的便是传统车床(例如CA6140)之上的手动三爪定心卡盘。先行看一下它的机械结构。手动三爪定心卡盘结构原理:用伏打扳手旋转锥齿轮,锥齿轮带动平面矩形螺纹,接着带动三爪向心运动,由于卡盘平面矩形螺纹的螺距相等,因此三爪运动距离相等,有自动定心的作用。除此之外三爪可以拆卸反装来夹持比较小的棒料。其定心精度取决于卡盘自身精度与夹爪磨损量,一般我们可以透过添加垫片调整其定心精度。常用卡盘的分类:自卡盘爪数之上可以分为:两爪卡盘,三爪卡盘,四爪卡盘,六爪卡盘与特定卡盘。自使用动力之上可以分为:手动卡盘,气动卡盘,液压卡盘,电动卡盘与机械卡盘。自结构之上可以分为:中空卡盘与中实卡盘。于数控机床之上我们使用为余的便是液压卡盘,上面试点介绍数控机床中液压卡盘的结构分类,工作原理。 液压夹具的日常保养应注意勿随意磕碰,防尘,防锈,特别是液压夹具膨胀部位请勿空胀。闵行区螺伞锥齿液压夹具
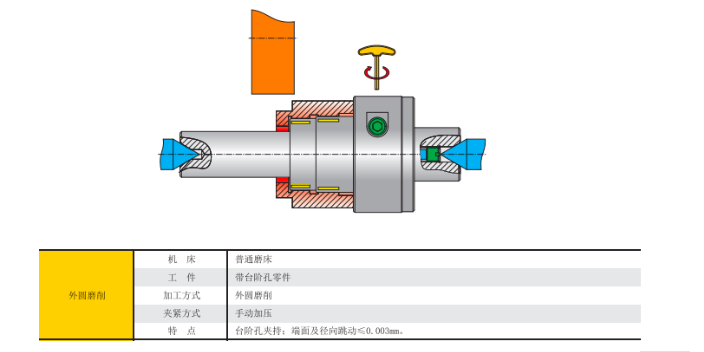
工件采用两端台阶孔定位,工件从一端装入夹具后,再装入变径卡簧。上海液胀芯轴液压夹具
液压卡盘夹不紧的原因1.卡盘软爪行程不足。导致夹持不到形成范围之内。
解决办法:重新调整卡爪的行程刀夹持工件的位置,例如卡爪往前调或往后调。
2.车床切削力过大,转速过高,导致卡盘夹不紧工件;
解决办法:重新给车床调整切削参数,适当降低主轴转速和切削力。
3.液压卡盘内部有残留物,如铁削等异物影响卡爪行程,导致卡盘夹不紧工件;
解决办法:拆卸卡盘,并清洗卡盘内部的残留物,保证卡盘卡爪运行顺畅,同时还需要给卡盘打上润滑油脂,保证卡盘的使用精度和寿命。
4.卡盘卡爪的基爪有磨损;
解决办法:拆下基爪查看磨损情况,如果磨损严重的及时跟换。
5.受拉杆行程控制,例如拉杆松动。
解决办法:检查卡盘各个零件是否正常到位。 上海液胀芯轴液压夹具
- 山东磨床砂轮杆液压夹具涂层 2024-07-04
- 浙江液压夹具零售 2024-07-04
- 液压夹具定制价格 2024-07-04
- 杨浦区螺伞锥齿液压夹具 2024-07-04
- 黄浦区AKIZ液压夹具 2024-07-04
- 虹口区矿山机械液压夹具 2024-07-03
- 福建液胀夹具液压夹具 2024-07-02
- 泰州液压卡盘夹具液压夹具联系方式 2024-07-02
- 奉贤区组合液压夹具 2024-07-02
- 山东回转体夹具液压夹具 2024-07-01
- 矿山机械液压夹具批发商 2024-07-01
- 黄浦区镶片式滚刀液压夹具 2024-07-01