- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。有关统计资料表明液压夹紧相比机械夹紧节省90%~95%的时间,缩小了生产循环周期,提高了机床使用效率,从而增加了产量也就意味着降低了成本。当加工一长型铝合金零件时,刀具通过时旋转油缸可快速让开,刀具通过后可快速复位。液压夹具系统的第二项重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。使用液压夹具是油路系统内有杂物,能否避免堵塞?液压夹具液压夹具销售公司

液压螺母使用方法与注意事项1.手动泵在使用前将液压油注满,注油口在手动泵的后端,打开螺母注油,注油后锁紧。加压时将泵上方的手柄上下压动,将泵右侧的卸荷开关手柄顺时针锁紧;卸压时将手柄逆时针旋转即可。左侧接压力表,可观察加压时的压力指示,手动泵前端接注油胶管。2.液压螺母由螺母体、压环、注油口及放油排气接头组成,使用时将螺母外观清洗干净。螺母旋进工件并锁紧螺母,压环应在原始位置,然后将手动泵的注油胶管接口插在注油口上,锁紧手动泵右侧的卸荷开关手柄,慢慢加压,同时将放油排气接头上部的放气帽向内旋,放气,直至螺母内空气排净,流出干净的液压油后向外旋松放气帽使之单向阀关闭,继续加压注油,使压环向外压出,达到压紧目的,直到加压到你所需压紧目的即可。松开卸荷开关手柄,松开手动泵的加压胶管接头。3.松卸螺母将放油排气接头向里旋转直至液压油流出,慢慢松开螺母即可。4.螺母在没有旋进工件锁紧前,请不要给螺母加压,防止压环偏载脱出,在不使用时请将螺母内的油放净,压环回到原始位置,以备下次使用。在螺纹处加黄油防止生锈。静安区液压夹具液压夹具可以对角互锁,更加安全可靠。

选择液压夹具时就要注意到型号,在实际的选择中就要根据不同的型号来看,不同的型号所对应的地方不同,着力点的效果也不同,型号差别效果也差别很大,所以选择适合的型号很重要的。同时在选择液压夹具时还要注意到液压夹具的品质,液压夹具的品质与材料、做工、生产设备等因素相关,很显然如果在材料和做工上不是很好,液压夹具的品质也好不到哪去,所以在选择材料选高质量的材料。而且做工也要更细致,准确度高,这样才是保障液压夹具品质。所以选择液压机械的时候要注重相关的生产厂家。作者:中夹智能科技链接:源:知乎著作权归作者所有。商业转载请联系作者获得授权,非商业转载请注明出处。
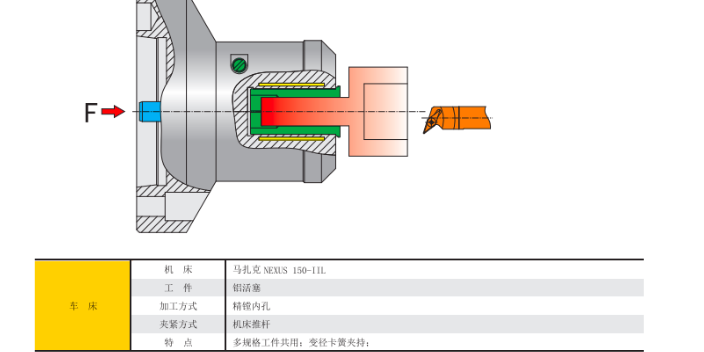
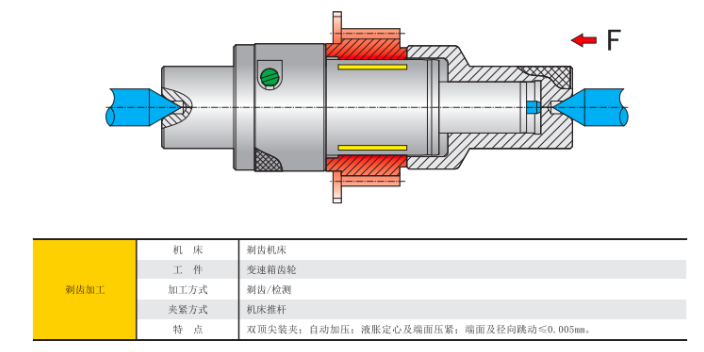
一种用于盘式制动器缸体加工的楔形夹紧液压夹具,其特征在于:包括底座,底座顶部设有在竖直方向上对工件对应表面限位支撑的垫块,底座上于所述垫块的四周设有用于在水平方向上对工件侧面限位夹紧的水平夹持部件,水平夹持部件由沿横向、纵向相对间隔设置的成对的限位挡块与活动夹紧装置构成,各限位挡块固定在底座上,各活动夹紧装置包括驱动油缸和驱动油缸的活塞杆上传动连接的与对应的限位挡块相对设置的定位部分,活动夹紧装置中的其中至少一个为楔形活动夹紧装置,楔形活动夹紧装置的定位部分由竖向伸缩的夹紧油缸驱动的楔形块构成,楔形活动夹紧装置还包括与楔形块并列设置的固定在底座上的楔形夹紧支座,楔形夹紧支座和楔形块的相对面上具有滑动配合的、用于对楔形块施加朝向限位挡块方向的侧向力的楔形面,楔形块与相对应的限位挡块的相对面上具有用于夹紧工件的定位面。花键卡簧主要用于带内、外花键的工件变径夹持,定位夹持部位可以为花键大径、节圆、小径。

液压卡盘夹不紧的原因1.卡盘软爪行程不足。导致夹持不到形成范围之内。解决办法:重新调整卡爪的行程刀夹持工件的位置,例如卡爪往前调或往后调。2.车床切削力过大,转速过高,导致卡盘夹不紧工件;解决办法:重新给车床调整切削参数,适当降低主轴转速和切削力。3.液压卡盘内部有残留物,如铁削等异物影响卡爪行程,导致卡盘夹不紧工件;解决办法:拆卸卡盘,并清洗卡盘内部的残留物,保证卡盘卡爪运行顺畅,同时还需要给卡盘打上润滑油脂,保证卡盘的使用精度和寿命。4.卡盘卡爪的基爪有磨损;解决办法:拆下基爪查看磨损情况,如果磨损严重的及时跟换。5.受拉杆行程控制,例如拉杆松动。解决办法:检查卡盘各个零件是否正常到位。液压夹具系重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。静安区液压夹具
液压夹具的存在可以让力的作用得到很大的发挥,工作原理也比较简单,但是对于不同的,设计上还是有所不同。液压夹具液压夹具销售公司
液压夹具设计中影响液压切边机剪切抗力的因素?液压夹具主要是用在零件的加工工艺过程的一类工具。所以设计液压夹具的时候,应考虑夹具的实用性,夹具设计的质量好坏,还关系到工件质量以及工作效率。影响液压切边机剪切抗力的因素分析单位剪切抗力的数值和材料的性质、剪切温度、剪切速度、剪刃形状、剪刃间隙及相对切入深度等因素有关。单位剪切抗力T的确定有实验曲线法和理论计算法两种。①金属性质:金属材料的强度极限与单位剪切抗力成正比关系。剪断时的相对切入深度小,即金属断的越早。因此单位剪切抗力与金属的强度和塑性有关。②剪切温度:钢板剪切时的温度越高,单位剪切抗力越小,剪断时相对切入深度则越大。③变形速度:热剪时,理论上变形速度与剪切速度成正比关系,单位剪切抗力随变形速度增加而增加;冷剪时,剪切速度对单位剪切抗力的影响很小,一般可不加以考虑。④剪刃侧向间隙:剪刃侧向间隙的大小,可以使剪切时的受力状况发生变化。当侧向间隙由零逐渐增大时,钢板的受力状况分别为压缩~剪切~弯曲状态,侧向间隙过小或过大都会使单位剪切抗力增加。因此,合理选择和保持剪刃侧向间隙的大小,可以帮助计算剪切抗力。⑤刀钝半径:刀钝半径的大小。液压夹具液压夹具销售公司
- 汽车零部件液压夹具联系方式 2024-06-01
- 矿山机械液压夹具销售厂 2024-05-31
- 浦东新区组合液压夹具 2024-05-31
- 四川变径卡簧液压夹具 2024-05-31
- 矿山机械液压夹具供应商 2024-05-30
- 北京插齿刀液压夹具 2024-05-30
- 欧美液压夹具品牌排行榜 2024-05-29
- 浙江RV壳体夹具液压夹具定制 2024-05-29
- 湖北车床液压卡盘液压夹具定制 2024-05-28
- 苏州砂轮杆液压夹具材质 2024-05-28
- 常州粘接涨套液压夹具多少钱 2024-05-28
- 奉贤区组合液压夹具 2024-05-27