- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
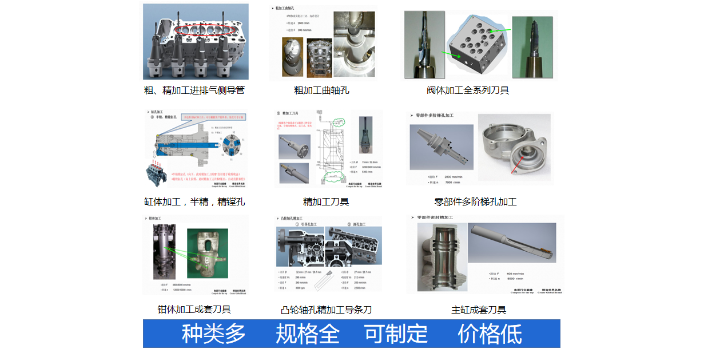
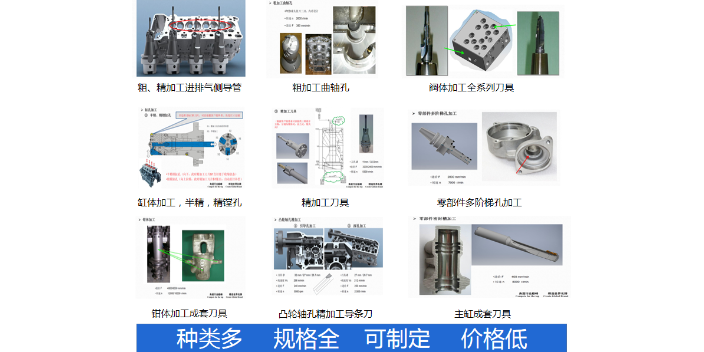
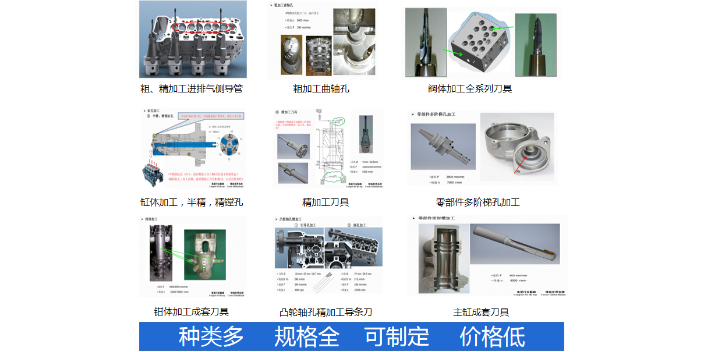
上海每卓实业有限公司是集刀具研发与制造为一体的现代化**技术企业。每卓超硬刀具pcd非标刀具采用先进的五轴联动激光加工中心切割,拥有更好的刀具刃口状态,可定制各种不同刃口形状、要求的刀具产品。每卓刀具拥有专业的设计团队,针对客户的个性化需求设计符合客户要求的pcd非标定制刀具,满足客户的不同需求,减少客户的刀具成本、提升加工效率。PCD刀具优势特点PCD铰刀具有超高硬度和耐磨性使用PCD刀具切削性能稳定,加工效率高,可提高尺寸精度和工艺可靠性PCD刀具具有超长使用寿命,是普通硬质合金刀的10至20倍PCD刀具适用范围:用于3C行业,汽车等行业,具有使用方便、寿命长、成本低、工件互换性等优点。每卓刀具拥有专业的设计团队欢迎来图纸定做,量大价优。被加工工件有特殊的容屑和排屑要求,这时就应该选用较少的齿数和较深的容屑槽。宿迁发动机缸体刀具非标刀具厂家
为了延长模具的寿命,切削材料的硬度也有上升的趋势,因此在高硬度材料的高速加工中对刀具寿命和加工效率提出了更高的要求。通常,我们可以从三点来选择高效强力立铣刀。1、根据工件的类型和硬度选择高效强力立铣刀涂层的类型。某公司的MIRACLE40涂层可用于加工硬度低于HRC40的碳钢等工件。加工合金钢、工具钢等硬度为HRC50的工件时,可作为涂层使用。加工高硬度工件时,可选择刀具形状、硬质合金材料和涂层作为高硬度加工涂层。2、根据工件的形状选择立铣刀颈的形状。高效强力立铣刀的颈型可分为标准型、长颈型和锥颈型,可根据工件的加工深度和形状进行选择。长颈型和锥颈型均可切深,两者选择时应考虑干涉角。同时,与长颈型相比,锥颈立铣刀具有更高的刚性,可以改善切削条件,获得更好的加工精度。高效强力立铣刀是数控机床上加工复杂曲面的一种较为合理的新型结构刀具,也是加工复杂三维曲面的重要工具之一。其独特的刀片形状使球头立铣刀具有高加工精度、刀具寿命和轴向进给,满足复杂空间曲面自动加工的需要。广泛应用于模具制造、汽车制造、航空航天、电子通讯产品制造等行业。数据显示,在模具加工中,球头立铣刀的加工量占总加工量的70-80%。北京欧美非标刀具供应商非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。
金刚石厚膜焊接刀具的制作过程一般包括:大面积的金刚石膜的制备;将金刚石膜切成刀具需要的形状尺寸;金刚石厚膜与刀具基体材料的焊接;金刚石厚膜刀具切削刃的研磨与抛光。常用的制备金刚石厚膜的工艺方法是直流等离子体射流CVD法。将金刚石沉积到WC+Co合金(表面进行镜面加工)上,在基体的冷却过程中,金刚石膜自动脱落。此方法沉积速度快(高可达930μm/h),晶格之间结合比较紧密,但是生长表面比较粗糙。金刚石膜硬度高、耐磨、不导电决定了它的切割方法是激光切割(切割可在空气、氧气和氩气的环境中进行)。采用激光切割不仅能将金刚石厚膜切割成所需要的形状和尺寸,还可以切出刀具的后角,具有切缝窄、高效等优点。金刚石与一般的金属及其合金之间具有很高的界面能,致使金刚石不能被一般的低熔点合金所浸润,可焊性极差。目前主要通过在铜银合金焊料中添加强碳化物形成元素或通过对金刚石表面进行金属化处理来提高金刚石与金属之间的可焊性。焊料一般用含Ti的铜银合金,不加助熔剂在惰性气体或真空中焊接。常用的钎料成分Ag=,Cu=,Ti=,常用的制备方法是电弧熔炼法和粉末冶金法。Ti作为活性元素在焊接过程中与C反映生成TiC,可提高金刚石与焊料的润湿性和粘结强度。
跟着工业科技的开展,非标刀具的使用范围不断地扩大,非标刀具在使用时,刀具无需调整,操作简单,加工安全;可完成粗钻,扩和孔加工一体。非标刀具的装夹部分有带孔和带柄两类。许多带柄的非标刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。在非标刀具加工规划中需注意以下几个问题。1、进行过热处理,强度和硬度较高,一般的刀具资料无法进行切削加工,或许粘刀的凶猛,这是,就需对刀具的资料提出特殊要求。一般的解决方法是选用***的刀具资料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件资料,用质量的硬质合金资料刀具能够加工高硬质的资料,乃至能够以铣代磨。2、非标刀具的资料是比较脆的,尤其是硬质合金这种资料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用惯例刀具的加工中,往往不会造成很大的损害,因为刀具断了能够更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生曲折、变形,或许是局部的应力会集,这就应该在规划时就注意防止容易发生应力会集的部位,对直径改变较大的部位,加上斜角过渡或台阶规划等。汽车零部件发动机缸体非标刀具拉铣刀。
液压刀柄是一种使用很***的刀柄此种刀柄的夹持方式有别于传统刀柄体系,拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制膨胀套,胀大壁再将刀具夹紧。选用这一刀具夹紧体系,可使体系径向跳动过失精度和重复定位精度控制在3μm以下。由于刀柄内存在有高压油液压力,当刀具被夹紧时,内藏的油腔结构及高压油的存在**地增加了断构阻尼,可有用避免刀具和机床主轴的振荡。实践使用表明,运用这种夹紧体系不只可以前进加工精度和质量,而且还能使刀具在切削加工中的运用寿命得到成倍前进。此外,这类刀柄不但具有免保护功能和抗污才干,而且易于运用和安全地夹紧刀具。由于,在紧固刀具时,夹紧压力可以将刀柄上的任何油或杂质导引到胀大套筒中(加工)的小沟槽中,这样就可以整理装夹用表面区域,并让其坚持单调,消除打滑现象,保证主轴的扭矩可以很好地传递给刀具。根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。矿山机械非标刀具设计
多数工况标准刀具都可以满足,但是遇到特殊要求的就无法满足,只有通过产品的实际要求来进行非标定做。宿迁发动机缸体刀具非标刀具厂家
铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确宿迁发动机缸体刀具非标刀具厂家
- 北京欧美非标刀具供应商 2024-06-01
- 安徽非标刀具定做 2024-06-01
- 福建非标铣刀盘非标刀具厂家 2024-06-01
- 湖南锥孔钻非标刀具厂家 2024-06-01
- 淮安制动钳刀具非标刀具定制 2024-06-01
- 山东液压螺母非标刀具定制 2024-06-01
- 山东非标螺纹刀具非标刀具供应商 2024-05-31
- 上海可转位螺旋刃铣刀非标刀具厂家 2024-05-31
- 镇江汽车零部件刀具非标刀具厂家 2024-05-31
- 上海非标刀具 2024-05-31
- 苏州转向器壳体刀具非标刀具 2024-05-31
- 苏州定制非标刀具 2024-05-31



