- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 材质
- 不锈钢,钨钢
专门化分类1、通用夹具。通用夹具是指已经标准化的,在一定范围内可用于加工不同工件的夹具。2指专为某一工件的某道工序而专门设计的夹具。3、通用可调夹具和成组夹具。其特点是夹具的部分元件可以更换,部分装置可以调整,以适应不同零件的加工。4、组合夹具。组合夹具是指按零件的加工要求,由一套事先制造好的标准元件和部件组装而成的夹具。5、随行夹具。随行夹具是一种在自动线上使用的夹具。二、按使用分类由于各类机床自身工作特点和结构形式各不相同,对所用夹具的结构也相应地提出了不同的要求。按所使用的机床不同,夹具又可分为:车床夹具、铣床夹具、钻床夹具、镗床夹具、磨床夹具、齿轮机床夹具和其他机床夹具等。三、按夹紧分类根据夹具所采用的夹紧动力源不同,可分为:手动夹具、气动夹具、液压夹具、气液夹具、电动夹具、磁力夹具、真空夹具等。液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧。安徽砂轮杆液压夹具加工

液压螺母使用方法与注意事项1.手动泵在使用前将液压油注满,注油口在手动泵的后端,打开螺母注油,注油后锁紧。加压时将泵上方的手柄上下压动,将泵右侧的卸荷开关手柄顺时针锁紧;卸压时将手柄逆时针旋转即可。左侧接压力表,可观察加压时的压力指示,手动泵前端接注油胶管。2.液压螺母由螺母体、压环、注油口及放油排气接头组成,使用时将螺母外观清洗干净。螺母旋进工件并锁紧螺母,压环应在原始位置,然后将手动泵的注油胶管接口插在注油口上,锁紧手动泵右侧的卸荷开关手柄,慢慢加压,同时将放油排气接头上部的放气帽向内旋,放气,直至螺母内空气排净,流出干净的液压油后向外旋松放气帽使之单向阀关闭,继续加压注油,使压环向外压出,达到压紧目的,直到加压到你所需压紧目的即可。松开卸荷开关手柄,松开手动泵的加压胶管接头。3.松卸螺母将放油排气接头向里旋转直至液压油流出,慢慢松开螺母即可。4.螺母在没有旋进工件锁紧前,请不要给螺母加压,防止压环偏载脱出,在不使用时请将螺母内的油放净,压环回到原始位置,以备下次使用。在螺纹处加黄油防止生锈。安徽砂轮杆液压夹具加工控制油缸方向电磁换向阀、限制系统压力溢流阀、控制系统动作顺序阀及减压阀。根据实际需要选择阀门组合。
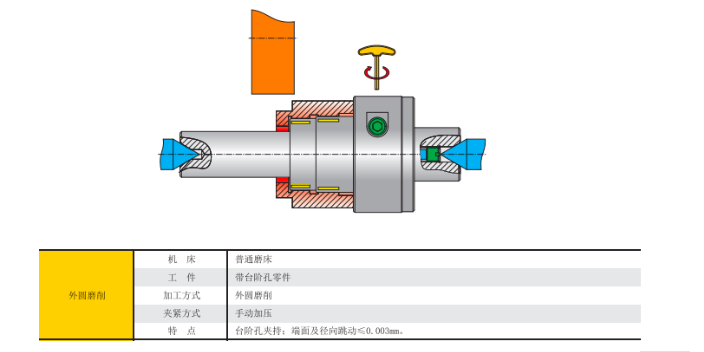
单夹具的使用维护:(1)使用前对限位尺寸检查是否还保持正确位置;(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;(3)使用后需要涂防锈油。(1)适用范围-液胀夹具的比较大允许膨胀量不大于夹持直径的3‰,一般要求被夹持工件部位尺寸公差为IT7及以上时可获得良好的夹持精度与使用寿命(2)加压控制-手动加压的液胀夹具,强烈建议使用扭力扳手并按推荐扭力值进行加压,机床自动加压的液胀夹具也应按照推荐的机床推力,拉力或油缸油压进行加压。
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,目前广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。也就是说,其实,在我们实际应用中,除了液压夹具之外,还有很多类型的夹具,对我们的工业生产都提供了非常多的帮助!就以我们夹具厂家而言,我们的夹具检具工装非标定制就包括液压夹具、工装夹具、汽配件夹具、机加工自动化夹具等等。油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。
常见的工装夹具有哪些?夹具是加工时用来敏捷紧固工件,使机床、刀具、工件连结准确相对位置的工艺安装,也就是说工装夹具在机械加工中是必不可少的部件。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具是为常见,常简称为夹具。那这些夹具有什么特点呢?1、焊接夹具焊接结构生产中,装配和焊接是两道重要的生产工序,根据工艺通常以两种方式完成这两道工序,一种是先装配后焊接;一种是边装配边焊接。根据机床的结构不同,夹具可以被安装固定于机床上或者通过双前列装夹在机床主轴之间。定制液压夹具按需定制
液压夹具的存在可以让力的作用得到很大的发挥,工作原理也比较简单,但是对于不同的,设计上还是有所不同。安徽砂轮杆液压夹具加工
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试安徽砂轮杆液压夹具加工
- 黄浦区定制液压夹具 2024-06-30
- 液压夹具定制价格 2024-06-30
- 常州砂轮杆液压夹具批发 2024-06-29
- 重庆变径卡簧液压夹具 2024-06-29
- 青浦区万德锐液压夹具 2024-06-28
- 回转体夹具液压夹具批发商 2024-06-27
- 福建砂轮杆液压夹具批发 2024-06-26
- 江西车床液压卡盘液压夹具厂家 2024-06-26
- 河南滚齿机夹具液压夹具 2024-06-26
- RV壳体夹具液压夹具联系方式 2024-06-26
- 山东磨齿机夹具液压夹具 2024-06-25
- 安徽液压卡盘夹具液压夹具供应商 2024-06-25