- 品牌
- AKIZ,森泰英格,恒峰,沃尔德,欧美,日韩
- 型号
- 全部
- 材质
- 硬质合金,金刚石,聚晶金刚石,金属陶瓷,高速钢,陶瓷,钨钢,合金,高碳钢,不锈钢,聚晶立方氮化硼
- 涂层
- 是
- 进口
- 是
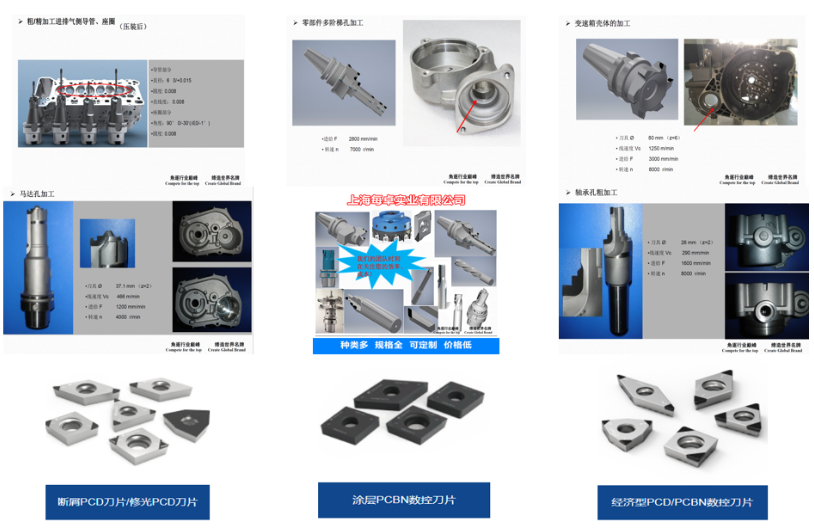
成型刀片是一种广泛应用于工业加工领域的关键工具。它们通常由质量材料制成,具有坚固耐用、高精度和长寿命的特点。因此,在许多工业行业中,成型刀片都被***使用,包括金属加工、塑料制品、陶瓷生产等领域。本文将***介绍成型刀片的工作原理、分类以及在各个行业中的应用。成型刀片的工作原理是通过刀片与加工物料之间的相互作用来完成加工过程。刀片可以根据不同的加工要求,通过切削、刮削、磨削等方式,将原始材料加工成所需形状和尺寸。成型刀片通常由硬质合金、高速钢、陶瓷等材料制成,以确保其切削效果和寿命。在机械制造领域,数控陶瓷刀片被用于车削、铣削、钻削和切割等加工工艺中。欧美数控刀片

数控陶瓷刀片是一种先进的切削工具,广泛应用于各个行业的加工过程中。它具有许多长处,例如耐磨性高、精度高、使用寿命长等。在本文中,咱们将深入探讨数控陶瓷刀片的特性、应用领域以及选择和使用时的注意事项。数控陶瓷刀片是由高性能陶瓷资料制成的切削东西。这种资料通常包括氧化铝、氮化硅和碳化硅等。与传统的金属刀片比较,数控陶瓷刀片具有更高的硬度和耐磨性。这使得它们在加工硬度较高的资料时表现出色,例如钢材、合金和陶瓷等。数控陶瓷刀片还具有优异的切削精度和表面质量,可以满意精细加工的要求。江苏铣刀刀片批发PCD刀片的高硬度和耐磨性使其成为实现高效加工,提高制造精度和质量的理想工具。

铣刀刀片的由来可以追溯到古代的手工工艺时期。在人类发展的早期阶段,人们已经开始使用石器进行加工和制造。随着金属冶炼技术的发展,人们开始使用金属工具进行加工和制造,其中包括铣刀刀片。**早的铣刀刀片可以追溯到古埃及时期。在古埃及的金属加工中,人们使用铜制的铣刀刀片进行金属的切削和加工。这些铜制的铣刀刀片通常是手工制作的,形状简单,切削效率较低。随着人类文明的发展,金属冶炼技术逐渐进步,人们开始使用更多种类的金属材料进行加工。在古希腊和古罗马时期,人们开始使用铁制的铣刀刀片,这些铁制的铣刀刀片相对于铜制的刀片来说更加坚固和耐用。在中世纪,随着冶金技术的进步,人们开始使用钢制的铣刀刀片。钢制的铣刀刀片具有更高的硬度和耐磨性,能够承受更高的切削力和温度。这使得铣削加工更加高效和精确。随着工业**的到来,机械化铣削开始发展。在19世纪末,出现了***台铣床,使得铣削加工更加高效和精确。这时,铣刀刀片开始出现,用于替代手工铣刀。这些早期的铣刀刀片通常由高速钢制成,形状和刃数有限。随着科技的不断进步,铣刀刀片的材料和设计也在不断改进和创新。从高速钢刀片到硬质合金刀片,再到涂层刀片。
螺纹刀片的用途非常***。在钢铁加工行业中,螺纹刀片常用于制造各种螺栓、螺母、螺纹轴等产品。在机械制造领域,螺纹刀片被广泛应用于加工各种机械零件。汽车制造业也是螺纹刀片的主要应用领域之一,它们被用于制造汽车发动机、转向系统、悬挂系统等关键部件。螺纹刀片的工作原理是通过高速旋转切割刀片与工件表面接触,从而形成螺纹结构。在切削过程中,刀片的刃部切削工件,在切削力的作用下,将工件表面的材料削除,逐渐形成螺纹结构。由于螺纹刀片的锐利切削边缘和特殊的设计,它们能够在不损坏工件的前提下,高效地加工各种螺纹。数控陶瓷刀片的散热性能较差,需要注意控制切削温度,避免过热引起刀片损坏。

根据不同的加工需求,螺纹刀片可以分为内螺纹刀片和外螺纹刀片两种主要类型。内螺纹刀片主要用于加工内螺纹,例如螺母的加工。而外螺纹刀片主要用于外螺纹的加工,例如螺栓的制造。此外,螺纹刀片还可以根据其螺纹规格和切削形式进行细分,以满足不同材料和加工要求。选择合适的螺纹刀片对于加工质量和效率至关重要。首先,需要根据要加工的工件材料选择适当的刀片材料,以确保刀片具备足够的硬度和耐磨性。其次,根据螺纹规格选择合适的刀片规格,以确保加工出符合要求的螺纹尺寸和形状。此外,还需要考虑工件的夹固方式、切削速度和进给量等因素,以保证螺纹刀片的正常使用和长寿命。在使用螺纹刀片时,也需要注意一些使用技巧和注意事项。首先,要确保螺纹刀片安装牢固,避免刀片的松动和脱落。其次,要正确使用***,以降低切削阻力和**,从而提高切削效果。此外,还应定期检查和维护螺纹刀片,及时更换磨损严重的刀片,以保持加工质量和切削效率。与传统的硬质合金刀片相比,PCD刀片的寿命更长,降低了刀具更换频率,提高了生产效率。安徽非标刀片涂层
CBN刀片的优势在于它对于高硬度材料的切削性能。欧美数控刀片
CBN立方氮化硼刀片可加工材料一般来说,在车削加工金属材质工件时,所使用刀具材料的硬度要大于工件硬度的4倍以上,这就导致在切削硬度大于HRC45以上金属时成为一个难题,CBN立方氮化硼刀片恰好解决了此类问题。(1)灰铸铁。硬度较低,具有良好的减震性和耐磨性,对刀片耐磨性要求较高,CBN立方氮化硼刀片的耐磨性强,可实现灰铸铁类材质工件的高速车削,提升加工效率。(2)高硬度铸铁。如高铬铸铁、球墨铸铁、冷硬铸铁、高镍铬铸铁等,使用CBN立方氮化硼刀片可直接大余量车削,不会出现剧烈磨损或崩刀现象。(3)淬火硬钢。经过淬火后硬度变高的钢件,一般硬度>HRC50以上,可使用CBN立方氮化硼刀片硬车削,实现以车代磨效果。加工余量小于,加工余量大于2mm时推荐使用整体立方氮化硼刀片。CBN立方氮化硼刀片典型厂家国外以山特维克、肯纳、山高等为**,国内以郑州博特为**。郑州博特于2002年开始专业研发生产CBN立方氮化硼刀片,根据不同加工材质的特性,研发了不同的CBN材质牌号,性能可媲美进口CBN刀片,年产量可达300万片,产品应用覆盖国内硬切削和重切削领域90%以上市场。欧美数控刀片