- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
将金刚石厚膜用滚压研磨破坏的方法加工成平均粒度为32~37μm的金刚石晶粒或直接利用高温高压法制得金刚石晶粒,把晶粒粉末堆放到WC-16wt%Co合金上,然后用Ta箔将其隔离,在5.5GPa、1500℃条件下烧结60分钟,制成金刚石烧结体,用此烧结体制成的车刀具有很高的耐磨性。单晶金刚石刀具通常是将金刚石单晶固定在小刀头上,小刀头用螺钉或压板固定在车刀刀杆上。金刚石在小刀头上的固定方法主要有:机械加固法(将金刚石底面和加压面磨平,用压板加压固定在小刀头上);粉末冶金法(将金刚石放在合金粉末中,经加压在真空中烧结,使金刚石固定在小刀头上);粘结和钎焊法(使用无机粘结剂或其它粘结剂固定金刚石)。由于金刚石与基体的热膨胀系数相差悬殊,金刚石易松动,脱落。非标刀具是指根据被加工工件实际情况而定制的刀具或刀片刀粒。汽车零部件非标刀具设计
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损非标刀具厂家非标刀具可以根据的实际工况来定做,可以提高刀具的寿命,而达到降低刀具成本。
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。
非标刀具是一种特殊的刀具种类,可以满足工件的表面几何形状十分复杂或被加工表面有较高的粗糙度要求等情况时的加工要求,为了在达到零件图纸要求的前提下,提高加工效率,一次成型,这时非标的成型刀具就是*****。非标刀具的种类有很多,但是大致可以分为四大类,具体如下:1、非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标**钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。非标刀具是指适用于对零件进行完全切削或部分切削的刀具。

随着工业科技的发展,非标刀具的使用范围不断地扩大,非标刀具在使用时,刀具无需调整,操作简单,加工安全;可实现粗钻,扩和孔加工一体。非标刀具的装夹部分有带孔和带柄两类。很多带柄的非标刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。在非标刀具加工设计中需注意以下几个问题。1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。河北非标螺纹刀具非标刀具厂家
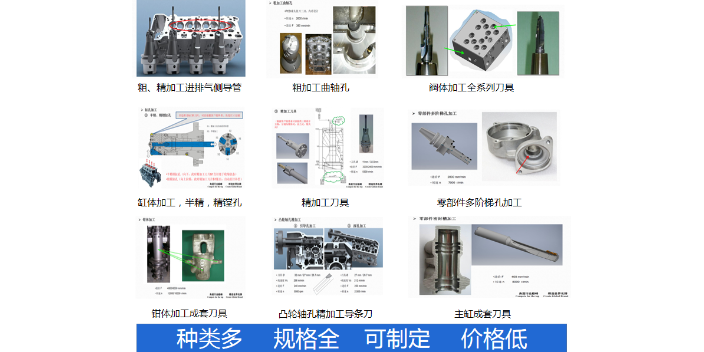
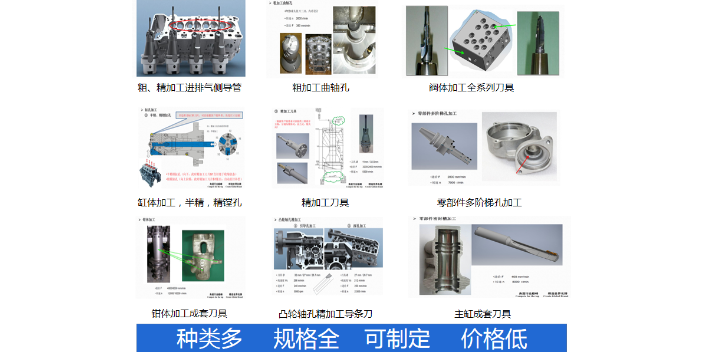
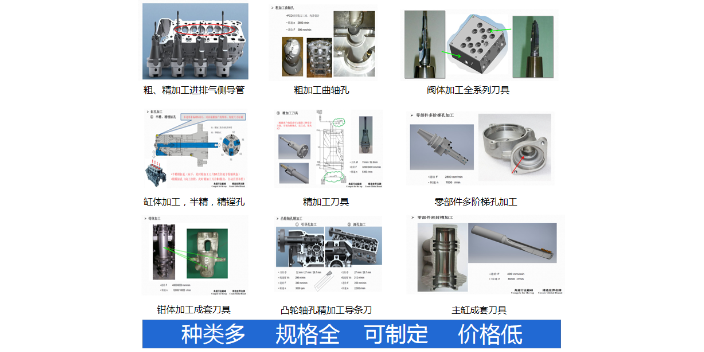
汽车零部件非标刀具排气管根部组合铣刀。汽车零部件非标刀具设计
非标刀具订制工件的结构有整体式、焊接式和机械夹持式三种。整体结构是在刀体上制作切削刃;焊接结构是将刀片钎焊在钢刀体上。机械夹持结构有两种,一种是将刀片夹持在刀体上,另一种是将钻头夹持在刀体上。硬质合金非标刀具一般采用焊接结构或机械夹紧结构;非标瓷具采用机械夹紧结构。各种非标刀具定制的结构由夹紧部分和工作部分组成。整个结构的非标刀具的夹紧部分和工作部分都制作在刀体上;刀片结构的非标刀具的工作部分(齿或刀片)安装在刀体上。非标刀具订制的工作部分是产生和处理切屑的部分,包括切削刃、切屑或滚切切屑的结构、排屑或储存切屑的空间、切削液的通道。一些非标准刀具的工作部分是切削部分,如车刀、刨刀、镗刀和铣刀。一些非标工具的工作零件包括切削零件和校准零件,如钻头、铰刀、铰刀等。内表面拉刀和丝锥等切削部分的作用是***切削刃上的切屑,校准部分的作用是抛光加工表面和引导非标准刀具。为非标刀具订制的夹紧件有两种:带孔和带柄。内孔机床的主轴或主轴上带有孔,通过轴向键或面键传递扭矩的非标刀具,如圆柱铣刀、套筒面铣刀等。刀柄标准刀具通常包括矩形柄、圆柱柄和锥形柄。车刀、刨刀等通常为矩形柄;锥柄承受轴向推力。汽车零部件非标刀具设计
上海每卓实业有限公司专注技术创新和产品研发,发展规模团队不断壮大。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。上海每卓实业有限公司主营业务涵盖液压夹具,非标数控刀具,数控刀柄,齿轮刀具,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司深耕液压夹具,非标数控刀具,数控刀柄,齿轮刀具,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。
- 镇江汽车零部件刀具非标刀具 2024-07-06
- 泰州汽车零部件刀具非标刀具 2024-07-06
- 非标刀具 2024-07-06
- 河北双面铣刀非标刀具厂家 2024-07-06
- 湖南可转位螺纹铣刀非标刀具 2024-07-06
- 上海锥孔钻非标刀具定制 2024-07-06
- 湖北非标刀具供应商 2024-07-06
- 可转位螺纹铣刀非标刀具厂家 2024-07-04
- 浙江欧美非标刀具供应商 2024-07-03
- 安徽非标刀具厂家 2024-07-03
- 宿迁制动钳刀具非标刀具供应商 2024-07-03
- 山东非标螺纹刀具非标刀具供应商 2024-07-03