- 品牌
- 赋耘
- 型号
- FY-MH-100
- 类型
- 低倍组织热酸蚀装置
- 工作室尺寸
- 长40*400m250
- 温度波动度
- 误差±1℃
- 加工定制
- 是
- 外形尺寸
- 520x496x550
- 重量
- 20
- 厂家
- 赋耘
- 产地
- 上海
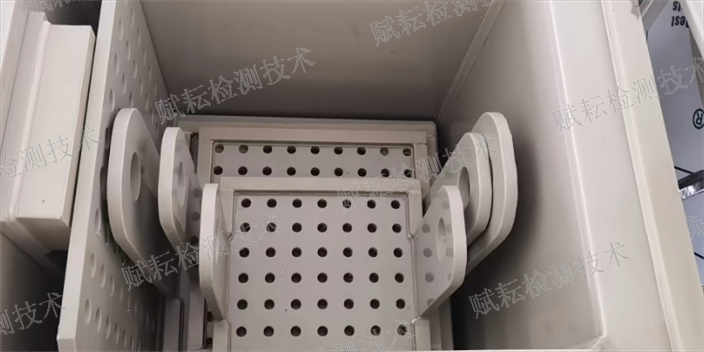
全自动低倍组织酸蚀系统,包括:对钢样进行切割的火焰切割机;运送切割后的所述钢样至试验平台的叉车;将所述钢样从所述试验平台传送至对所述钢样进行单向端面立铣的龙门铣磨床的工作台的行车;对所述钢样酸蚀、清洗和干燥的酸洗机,所述酸洗机包括:机架和设置于所述机架上的酸雾处理装置、试剂喷淋装置、水洗、吹干装置、液体存储箱、移动排风罩、液位计和电气控制柜;对所述钢样进行拍照的摄影装置。对钢样进行单面立铣, 需将经铣磨过的立面浸入酸洗机中,不需要将整个钢样浸没在酸洗机中,节省了盐酸的用量,同时,避免了浸没整个钢样时出现的盐酸外溅的情况,因此该全自动低倍组织酸蚀系统能够简便、安全地对钢材试样进行质量检测。低倍腐蚀三种腐蚀方法的优缺点。河北锻造流线低倍腐蚀国标

低倍腐蚀是材料科学研究中的重要手段之一。当我们将一块金属材料置于特定的腐蚀剂中时,神奇的变化便开始了。随着时间的推移,材料的表面逐渐被腐蚀,内部的结构逐渐显露出来。在显微镜下,我们可以看到错综复杂的晶粒结构和晶界,仿佛是一幅微观世界的艺术画卷。低倍腐蚀不*能够揭示材料的微观结构,还能帮助我们了解材料在不同环境下的腐蚀行为。通过对腐蚀后的样品进行分析,我们可以确定材料的耐腐蚀性能,为材料的选择和应用提供重要的参考。在航空航天、汽车制造等领域,对材料的耐腐蚀性能要求极高,低倍腐蚀技术的应用显得尤为重要。四川金相低倍腐蚀用什么腐蚀液随着材料科学的不断发展,低倍腐蚀技术也在不断改进和完善,新的腐蚀试剂和方法不断涌现。
低倍腐蚀的检验方法-热酸蚀低倍检验法一般使用1:1的工业盐酸水溶液,加热到60℃-80℃,试样浸泡时间为10-40分钟左右.-冷酸蚀低倍检验可在室温下进行,先按表选好侵蚀试剂,将试样检验面朝上、放平,把侵蚀试剂倒在检验面上浇蚀5-10分钟,肉眼观察缺陷,清晰时用麻布擦掉侵蚀试剂,再用15%碳酸钠水溶液等进行中和处理.-电解腐蚀低倍检验采用15%-30%的工业盐酸水溶液作为电解液,使用电压小于36V,电流强度小于400A,电解时间为5-30分钟.低倍腐蚀的试样要求-低倍腐蚀的试样应具有代表性,需从材料的不同部位、不同方向取样,以检测材料的内部组织和缺陷情况.-试样的尺寸和形状要根据具体的检测要求和设备条件制备,其检验面应平整光滑,粗糙度达到一定要求,以便腐蚀后能清晰地观察到低倍组织和缺陷.
全自动低倍组织酸蚀系统酸洗机包括:机架和设置于机架上的酸雾处理装置、试剂喷淋装置、水洗、吹干装置、液体存储箱、移动排风罩、液位计和电气控制柜。其中,机架采用钢架结构及防腐工程塑料组成,钢架结构采取防腐处理;机架外表采用理化板装饰和防护。从而,机架具有良好的耐腐蚀性和结构强度。其中,试剂喷淋装置包括:定量输送泵和酸液过渡箱。由定量输送泵输送设定量的酸液到酸液过渡箱中,箱底外有防腐电磁阀控制酸液的流出量。酸液过渡箱采用PP(聚丙烯树脂)材料,具有良好的耐腐蚀性。其中,水洗及吹干装置共用一组管道与喷嘴,使用电磁阀转换喷水或吹气。另外,在水洗及吹干装置上安装有管道式快速加热器,可选择用热水对钢样进行清洗,同时压缩空气将钢样吹干。水洗及吹干装置机旁备用手动喷淋软管,可以根据实际需要控制喷淋出水量。高温合金低倍组织检验的腐蚀方法。

低倍腐蚀的未来发展趋势随着科技的不断进步,低倍腐蚀技术也呈现出一些新的发展趋势。一方面,智能化和自动化将成为低倍腐蚀设备的重要发展方向。通过集成传感器、控制器和自动化软件,可以实现腐蚀过程的精确控制和自动操作,提高试验效率和精度。另一方面,新型腐蚀剂和腐蚀方法的研发将不断涌现。为了满足不同材料和应用领域的需求,研究人员将致力于开发更加高效、环保、低毒的腐蚀剂和更加先进的腐蚀技术。同时,与其他分析技术的结合也将更加紧密,例如与扫描电镜、能谱分析等技术相结合,实现从宏观到微观的分析,为材料科学研究和工业生产提供更强大的技术支持。金相腐蚀的深度与精度,如同探索微观世界的指南针!广东耐高温低倍腐蚀怎么选择
化学镀在低倍腐蚀修复中的应用及优势?河北锻造流线低倍腐蚀国标
低倍腐蚀在金属材料的教育培训中也具有重要的意义。对于材料科学专业的学生和从事相关工作的技术人员来说,通过实际操作低倍腐蚀实验,能够直观地理解材料的组织结构和缺陷特征。这有助于培养他们的实践能力和分析问题的能力。在实验室教学中,学生可以亲自动手进行低倍腐蚀实验,观察不同材料的组织结构,加深对材料学理论知识的理解和掌握。随着工业4.0和智能制造的发展,低倍腐蚀技术也在朝着自动化和智能化的方向迈进。自动化的低倍腐蚀设备可以实现腐蚀过程的精确控制和标准化操作,减少人为误差。智能图像分析系统能够快速、准确地识别和分析低倍腐蚀后的图像,提高检测效率和准确性。例如,在一些大型钢铁企业的质量检测线上,自动化的低倍腐蚀和图像分析系统可以实现对大量钢材样品的快速检测和质量评估。河北锻造流线低倍腐蚀国标
全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速...
- 内蒙古锻造流线低倍腐蚀什么价格 2026-01-24
- 江苏赋耘低倍腐蚀 2026-01-18
- 山东耐强酸低倍腐蚀适合什么行业 2026-01-08
- 天津钢材料缺陷低倍腐蚀什么品牌性价比高 2026-01-07
- 内蒙古低倍腐蚀酸雾系统 2026-01-07
- 四川锻造流线低倍腐蚀适合什么行业 2025-10-31
- 河南金属制品低倍腐蚀厂家直销 2025-10-30
- 安徽钢铁行业低倍腐蚀操作说明 2025-10-28
- 吉林低倍腐蚀代理加盟 2025-10-27
- 安徽耐强酸低倍腐蚀 2025-10-27




- 湖北金相低倍腐蚀怎么选择 2025-10-24
- 重庆钢材料缺陷低倍腐蚀 2025-10-23
- 福建耐高温低倍腐蚀厂家直销 2025-10-22
- 广东赋耘低倍腐蚀怎么使用 2025-10-22
- 福建低倍腐蚀厂家直销 2025-10-21
- 内蒙古金相低倍腐蚀酸雾系统 2025-10-21




- 陕西铜合金抛光液 03-09
- 内蒙古陶瓷抛光液怎么选 03-08
- 重庆铝合金抛光液批发价 03-08
- 金刚石磨盘价格 03-08
- 四川钛合金抛光液哪家性价比高 03-07
- 标乐金相抛光布什么品牌性价比高 03-07
- 发展硬度计商家 03-07
- 江西贺利氏古莎金相切割片有哪些规格 03-06
- 常规金相砂纸价格 03-06
- 通常金相砂纸牌子 03-06