
- 品牌
- 嘉好机械
- 型号
- JHB1500
- 加工定制
- 是
- 螺杆形式
- 锥形双螺杆
- 螺杆直径
- 110
- 螺杆转速
- 34.7
- 主电动机功率
- 200
- 生产能力
- 1500
- 螺杆数
- 双螺杆
- 颜色
- 蓝色,绿色,橙色,黄色,可定制
SPC地板挤出生产线:
常见问题简析--产品成型不良:
1、产品尺寸不稳定,定型模不满模,壁厚不均匀
原因:配方内外润滑不合理,定量喂料转速不稳定,螺杆料桶磨损严重,配合间隙不对;
解决方案:改善内外滑剂配比,修正喂料故障,更换料桶和螺杆,调整料桶和螺杆间隙。
2、产品外观亮泽不均匀、色差偏差明显,表面出现不规则鱼鳞纹;产品性能不良;韧性差,产品偏脆、抗冲击性能不合格
原因:配方结构不合理,无机填充过高,塑化不良,抗冲材料添加量不足;
解决方案:修正配方结构,适当降低无机填充物含量,修正物料塑化至65%左右,酌情增加抗冲材料。
3、成品产出弯曲,形变,局部下陷
原因:机头与定型模不在同一平面,挤出速度过快,冷去水温过高,水压过小水流量不足、水气路不通畅,真空负压不足;
解决方案:矫正机头口模和定型模在同一水平面、降低挤出速度&冷却水温,提升水压和流量,调整真空负压检查水路、气路畅通。 SPC防水超耐磨地板已成为当今世界流行的新型地面铺设材料,材质稳定、安装简易、遇高温环境不易翘起变形。浙江品质SPC地板挤出生产线报价行情
SPC地板挤出生产线
SPC钙塑地板生产工艺流程:
工序1:混料根据第五点原材料按照配比,倒入→高速混合机热混(热混温度:125℃,作用是各种材料混合均匀,排除材料中的水份)→进入冷混(给物料降温,防止结块和变色,冷混温度:55℃。)→通过冷却混合均匀的材料;
工序2:挤出加入锥双螺杆挤出机,进行加热挤出→进入板材模头进行挤出成型,成型的片材经过四辊压光机,基材进行定型→贴彩膜→贴耐磨层→冷却→切割;
工序3:UV回火表面UV→回火(回火热水温度:80~120℃;冷水温度:10℃)
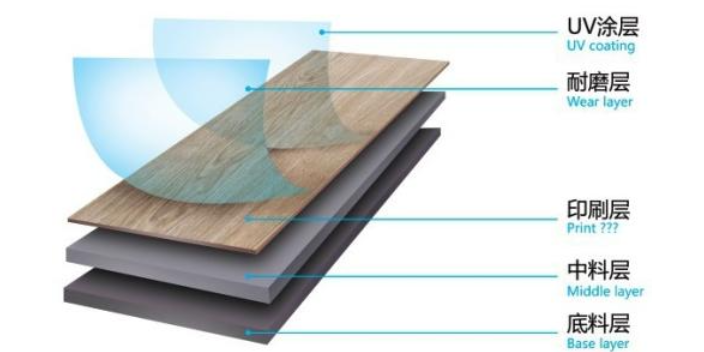
工序4:分切开槽+包装分切→开槽→检验→包装。 内蒙古质量SPC地板挤出生产线厂家复合型石塑地板有多层的结构,表面采用UV处理、彩色层、石塑层和基层组成,好于同质透心的石塑地板。
1.高CP值老屋改造:超耐磨木地板搭浅色系客厅
老屋有壁痕、钢筋外露的问题需要处理,因此在许多预算投入基础工程之后,浅色系客厅铺设较为经济实惠的超耐磨木地板,并借由沙发、抱枕、装饰品等软件的跳色衬托,使老屋迎接明亮有温度的美式风情。
2.儿童房、游戏室的贴心装修:超耐磨木地板搭移动式家具
现代宅除了是招待客人的场所外,也供家人度假使用,而在儿童房兼游戏室的地面,选择超耐磨木地板搭配移动式的轻巧家具,不管是孩子的玩具不小心掉落,或是日后有搬动家具的需求,都不怕会伤到耐磨耐刮的木地板。
塑料挤出机分为:双螺杆挤出机和单螺杆挤出机。
两种挤出机的区别:单杆的机器和双杆的机器,一个是一根螺杆,一个是两根螺杆,都是用的一个电机带动的,功率因螺杆不同而不同。
50锥双的功率约为20KW,65的约为37KW。产量与料有关,50锥双的产量约为100-150k/h,65锥双约为20-280kgh,单螺杆的产量就只有一半,挤出机按其杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。
如今以单螺杆挤出机应用尤为广,适宜于一般材料的挤出加工,双螺杆挤出机具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留时间长,混合均匀等特点。 SPC地板是由挤出机挤出PVC的基材,用四辊压延机组,把PVC彩膜+PVC耐磨层+PVC底膜,一次性压贴复合的产品。

SPC地板又叫石塑地板,大部分是片材,是一种品质高、高科技研发的新型地面材料,采用精制的大理石粉为主要原材料,构成高密度、高纤维网状结构的坚实基层,表面覆盖特别处理层,UV层,耐磨层,彩膜层等,底面根据市场需求,可增加静音层,提高产品综合品质。
优点:
1、安全环保性;
2、防水防滑性;
3、耐磨耐火性;
4、耐腐;
5、豪华美观性;
6、安装便捷性。
适用范围广:
PVC地板可普遍使用在住宅的卧室,厅堂,厨房及卫生间的地面铺装;
可用于写字楼、图书馆、博物馆、商场、餐厅、工厂、学校、医院等地面铺装;
更可在易产生温汽和雾水的游泳场,桑拿浴室,地下室的地面铺设。 新型SPC地板是密炼成本的1/3,设备购买成本1/10,性能超过原有粘合的SPC/WPC/石塑地板。河北自动化SPC地板挤出生产线工艺
由于SPC地板生产线挤出量比较大,而且需要在线覆膜,因此连续生产的稳定性相当重要;浙江品质SPC地板挤出生产线报价行情
SPC地板主要性能要求:
1.有较低的收缩率、翘曲度和较好的韧性;
2.保证各种环境下不易变形和较好的锁扣拉力以及基材和膜之间一定的剥离力。性能主要依靠材料种类组份加工工艺设备能力来决定。
加工要求:
1.由于SPC地板生产线挤出量比较大,而且需要在线覆膜,因此连续生产的稳定性相当重要;
2.由于SPC地板是高填充,螺杆磨损严重,螺杆价值比较高,因此必须考虑螺杆寿命对总成本的影响;
3.地板比较薄、厚度公差要求小,挤出速度快,因此要求有较好的物料分散性、塑化性能和流动性。
加工设备:
1.高耐磨,挤出压力相对较低塑化较好的螺杆料筒;
2.设计合理出料均匀的模具;
3.操作调整简单、控制厚度正确的多辊压延系统;
4.膜导向张力控制纠偏系统正确可靠;
5.并有足够的冷却空间和能力;
6.切割及移动不能对板材外观及翘曲程度产生不利影响。 浙江品质SPC地板挤出生产线报价行情


- 山西智能SPC地板挤出生产线怎么样 2024-03-06
- 节能SPC地板挤出生产线一体化 2024-03-06
- 上海智能SPC地板挤出生产线预算 2024-03-02
- 辽宁多功能SPC地板挤出生产线诚信经营 2024-02-29
- 江西特定SPC地板挤出生产线咨询报价 2024-02-29
- 内蒙古SPC地板挤出生产线怎么样 2024-02-29
- 安徽质量SPC地板挤出生产线预算 2024-02-29
- 上海品质SPC地板挤出生产线报价行情 2024-02-29




