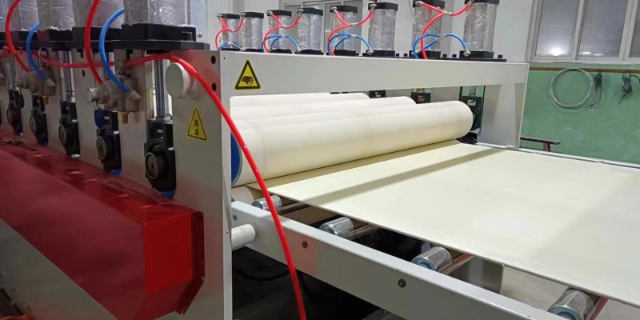
- 品牌
- 嘉好机械
- 型号
- JHZ80/156
- 种类
- 板材挤出机
- 螺杆转速
- 34.7
- 螺杆直径
- 80/156
- 螺杆头数
- 双螺杆
- 主电机功率
- 75
- 主电机转速
- 1500
- 机筒加热功率
- 21
- 机筒冷却方式
- 风冷
- 最大挤出量
- 400
- 生产能力
- 350
- 产地
- 安徽
- 重量
- 20000
- 厂家
- 安徽嘉好机械制造有限公司
- 外形尺寸
- 20*2*2m
木饰面板生产,在塑料挤出生产线中板坯出模速度和牵引速度不平衡及板坯出料不均与牵引速度不匹配复合作用原因探讨:如果板坯出模速度和牵引速度不平衡以及板坯出料不均与牵引速度匹配不当复合作用会出现横向波浪纹、局部小波浪纹、褶皱纹、结皮离层、云纹等。在挤出速度一定条件下,适当提高牵引速度,可减缓模唇口阻力,明显改善制品密度;挤出速度过快或牵引速度过慢,会妨碍发泡,使制品密度过大,牵引机拉不动板材,导致定型模板堵料,会使制品表面呈现横向波浪纹;挤出速度过慢或牵引速度过快,制品在牵引强拉力作用下,使发泡受阻,也会减少发泡率,并致使型材表面扭曲变形、尺寸过小、尺寸变化率偏高,制品冷却定型后内部储存很大内应力,影响其强度性能,甚至在压力较低的局部部位出现条形褶皱或坍塌。木饰面板对环境没有污染。加工木饰墙面装饰板机器承诺守信

安徽嘉好机械制造有限公司,深耕于塑料挤出行业,对塑料制品的生产工艺有确定的标准。那么PVC木饰面板在塑料挤出机内塑化效果的评定应遵循什么样的标准呢:观察排气孔内物料状态。正常生产工作时,操作人员应随时观察排气孔熔体状态,并对应调整设定温度。当排气孔内熔体紧紧裹紧螺槽,外表比较光滑,说明熔体已过塑化,应适时降低1,2段设定温度和油温装置温度。当排气孔中熔体出现冒料,应适时降低给料速度,并将冒料部分适时从排气孔中取出,以免停留在排气孔内时间过长的物料,随其他物料一同挤出,影响板材外观质量,当排气孔内物料依然呈部分粉状,并随螺杆旋转,剥离螺杆,说明物料处于欠塑化状态,应适时提高1,2段设定温度和油温装置温度。山西木饰墙面装饰板机器承诺守信木饰面板通过挤出成型生产得到,设备比较简单,工艺容易掌握。

PVC木饰面板,作为塑料发泡板中的一种,和未发泡的塑料产品相比:有以下特点。1.在塑化的同时进行发泡。发泡是在熔体黏度上升和扩张,极为不稳定状态下进行的。2.在相同的温度和剪切条件下,因气体分子在PVC分子之间起了隔离,润滑的作用,含有发泡剂的PVC树脂比不含发泡剂的PVC树脂熔体黏度小。由于发泡体比压实的物质在壁面上滑动性差,黏度对剪切速率的敏感性比不含发泡剂的PVC熔体要大。PVC塑料发炮制品出现的问题要比PVC塑料不发泡制品发生的问题相对多一些,处理也会更难一些。
安徽嘉好机械制造有限公司,深耕于塑料挤出行业,对塑料制品的生产工艺有确定的标准。那么PVC木饰面板在塑料挤出机内塑化效果的评定应遵循什么样的标准呢:检查开机挤出后板坯塑化形态的延伸率。开机时,熔体挤出口模20-30mm后仍坚挺不下垂,说明欠塑化。若熔体一出口模呈软弱状态,即刻下垂,说明板坯已过塑化,板坯从口模挤出后,用手牵引板坯,如果牵至2倍或3倍,板坯依然不断,说明塑化正常,板坯强度较高,如果一牵引板坯就断,说明熔体欠塑化。操作者可根据以上情况,决定是暂缓开机,延长恒温时间,还是降低各段设定温度,待熔体温度下降后,再实施牵引,以保证物料在良好塑化状态启动开机,从而减少开机时间与开机废料。木材节约和代用是发展循环经济,低碳经济,建设节约型社会的必然要求木饰面板应运而生,市场发展前景广阔。

木饰面板生产需要的原料,根据熔体流动性,结皮发泡板材生产应采用内外润滑平衡,多种润滑复合的润滑剂为宜。内滑有利于物料均匀分散,均衡塑化和调整熔体流动性,内滑不足,物料分散性不好,塑化不均,制品厚度难以控制,表现为板材中间厚,两面薄,并有可能产生黏附或局部过热现象,发泡制品易出现白带,亮带。气孔,不结皮,云纹,燕尾纹,竖向条纹和板面扭曲,弯曲等多种质量缺陷。内滑过多,会使发泡制品发脆,耐热性能下降,并在一定温度和熔压作用下,转化为外润滑,致使润滑失衡。木饰面板多采用锥形双螺杆挤出机生产。工业木饰墙面装饰板机器检查
木饰面板生产中的质量问题和对应措施的提出。加工木饰墙面装饰板机器承诺守信
采用微孔发泡技术生产发泡塑木材料和未发泡的塑木材料相比,可以减少树脂用量,提高产品强度和刚度,比非发泡的复合物更具有木质感,那么生产木饰面板需要经理的发泡的阶段是什么呢3.在PVC塑料低发泡制品挤出成型过程中,当熔体从挤出机进入横截面比较宽的口模型腔,以形成密度一致,厚度均匀,表面光滑平整,不易破裂的制品,润滑剂对熔体流动性,发泡制品表面光洁度,发泡气体的混合和分布都有很大影响。PVC塑料结皮发泡板质量,木饰面板的生产缺陷尽管表现形式多种多样,但概括起来,大致可以分为以下几种类型:1.熔体发泡率和泡孔之间的不平衡2.唇模出料速度不平衡3.唇模出料速度和牵引速度不平静,包括模唇出料速度不平衡和牵引速度不平衡互为叠加。加工木饰墙面装饰板机器承诺守信


- 上海木饰墙面装饰板机器是什么 2024-04-02
- 半自动木饰墙面装饰板机器常见问题 2024-04-02
- 工程木饰墙面装饰板机器报价 2024-03-29
- 国内木饰墙面装饰板机器优势 2024-03-29
- 山西木饰墙面装饰板机器价格信息 2024-03-28
- 工业木饰墙面装饰板机器产业 2024-03-28
- 绿色环保木饰墙面装饰板机器方案 2024-03-26
- 甘肃木饰墙面装饰板机器维保 2024-03-26