- 品牌
- 广州飞升
- 型号
- 齐全
- 壳体型式
- 蜗壳式,节段式,双蜗壳式,分段式,透平式,中开式,筒袋式,双层壳体式
如何减少雾化喷涂的脉冲?1.使用脉冲阻尼器。这种设备,是利用空气压缩的原理来吸收脉冲,也是消除管路脉冲的常用元件,不只是雾化喷涂,其他泵类运行时所产生的脉冲也会用到脉冲阻尼器。2.增加滚轮数。既然脉冲是因为转子对软管挤压形成的,那么增加转子数就可以了,随着例如10转子的泵头运行时所产生的脉冲就已经很低了。但要注意,转子变多的同时,流量会变低。3.使用带偏移辊的双头。部分泵头可以安装两个软管,利用运行时交叉对管子挤压,两个管子产生的脉冲进行互补可以有效减弱脉冲。雾化喷涂见证了喷涂装备技术的不断发展。湖北微量雾化喷涂设备

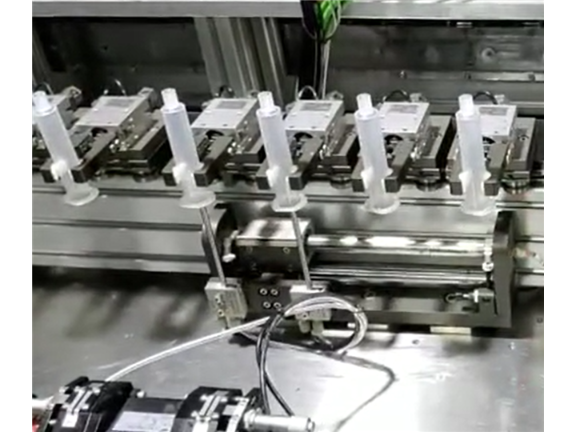
分配型雾化喷涂主要适用于各种复杂的液体定量分配,精确计量和定时给料。除了具备上述流量型雾化喷涂的功能之外,又增加了以下功能:1、用户可以自行设置间隔时间、分配次数、分配液量、参数设定好之后,雾化喷涂可自动完成规定的灌装次数,此项功能主要应用于生产线上自动灌装设备;2、分配型雾化喷涂有两种工作模式:分配模式和传输模式,当选择传输模式的时候,功能完全同流量型雾化喷涂,当选择分配模式的时候,就具备了自动分配的功能;3、分配型雾化喷涂具有高精度液体分配功能,误差≤±0.5%,多种固化分配模式选择。普瑞WF350雾化喷涂采用大屏幕液晶显示器,显示设备的工作参数及工作状态;机箱采用流线化设计的金属成型外壳,IP56高防护等级;机壳表面采用进口烤漆处理,美观大方,利于清洁且防腐。辽宁雾化喷涂参考价雾化喷涂能耗低、雾化效率高。
一种用于压铸模具的微量喷涂雾化器的制作方法。压铸行业普遍存在因模具高温,工件压铸成型时黏连在模具之上,脱模后更是有废料黏连,产生污垢,从而导致影响产品生产和质量的问题,长时间生产,更会损坏模具,造成不必要的经济损失。目前,一般是在模具上涂抹或喷涂脱模剂,以减少废料黏连发生的可能性,进而延长模具的使用寿命,但是,现有的喷涂或涂抹脱模剂的量难以控制,脱模剂的量过大或过小,均会影响后续成型的质量。本实用新型的目的在于提供一种用于压铸模具的微量喷涂雾化器,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种用于压铸模具的微量喷涂雾化器,包括进料组件和喷料组件。
雾化喷涂流量型、调速型的区别。一、调速型雾化喷涂是指具备启停、正反转、全速、调速、状态记忆、外控输入等基本功能的雾化喷涂。部分调速型雾化喷涂可实现WIFI控制或简易分装等功能。在大多数情况下,调速型雾化喷涂采用按键操作或旋钮操作,RS485通讯,可与各种控制设备连接。二、流量型雾化喷涂是指在雾化喷涂的基本功能之外(如:显示转速、启停、方向、转速调节等),增加了流量显示、流量校正等功能。流量型雾化喷涂一般采用彩色液晶屏显示,触屏操纵。显示屏可直接显示转速,显示页面更直观,用户可直接输入流量,操作更简单便捷,主要适用于精确控制流量传输场景,可满足较为复杂的传输要求。雾化喷涂对于基片喷涂、雾化加湿、喷雾干燥、网层喷涂及其他工业和研究开发应用。
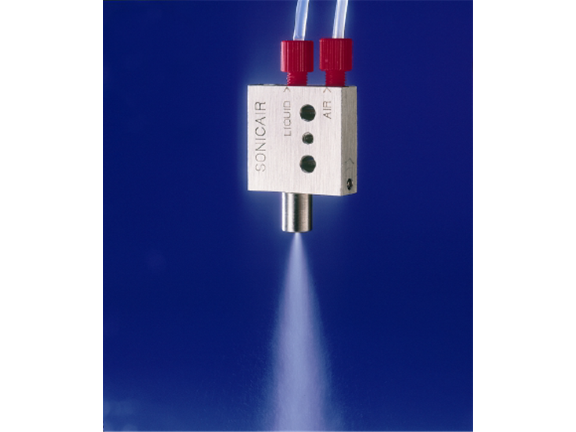
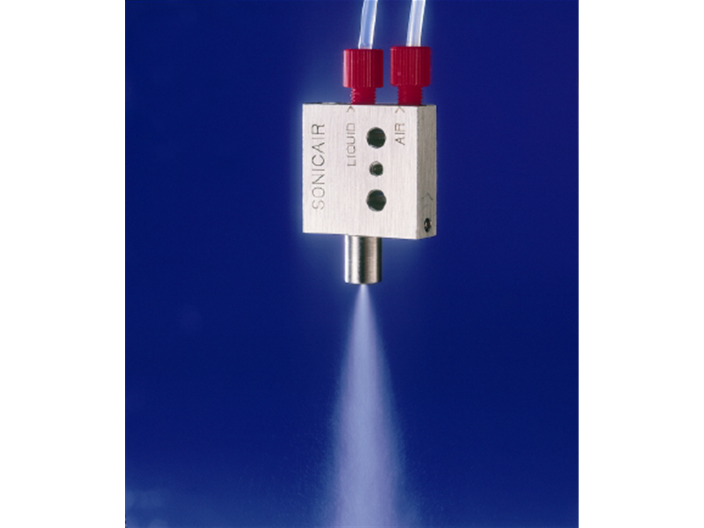
雾化喷涂工作原理你了解吗?雾化喷涂就像用手指夹挤一根充满流体的软管随着手指向前滑动管内流体向前移动。雾化喷涂也是这个原理只是由滚轮取代了手指。通过对泵的弹性输送软管交替进行挤压和释放来泵送流体。就像用两根手指夹挤软管一样随着手指的移动管内形成负压液体随之流动。雾化喷涂就是在两个转辊子之间的一段泵管形成枕形流体。枕的体积取决于泵管的内径和转子的几何特征。流量取决于泵头的转速与枕的尺寸转子每转一圈产生的枕的个数这三项参数之乘积。枕的尺寸一般为常量(泵送粘性特别大的流体时除外)。拿转子直径相同的泵相比较产生较大枕体积的泵其转子每转一圈所输送的流体体积也较大但产生的脉动度也较大这与膜阀的情形相似而产生较小枕体积的泵其转子每转一圈所输送的流体体积也较小而且快速连续地形成的小枕使流体的流动较为平稳。雾化喷涂是利用压电效应将电能转化为高频机械能。浙江定量雾化喷涂批发
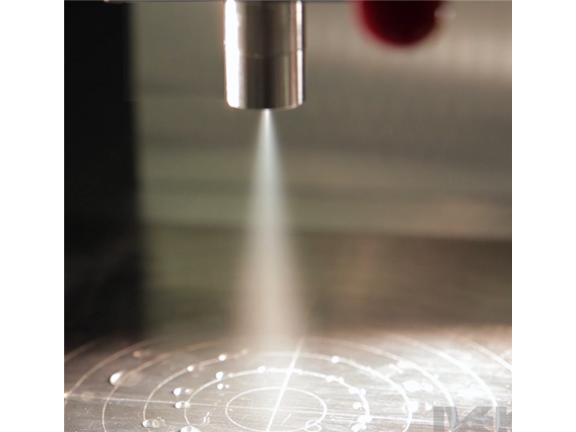
雾化喷涂会产生一定的反弹形成过喷,很大方面降低了涂料的传递效率。湖北微量雾化喷涂设备
雾化喷涂的正确方式。天花灯光处:室内的灯源基本上在天花面上,依光触媒对光的需求性,在灯管附近光源足的区域是光触媒活性好的区域之一,是综合治理效果体现的重要部位,可以起到事半功倍的效果,因此对于天花面的灯管和灯罩,必须喷涂4次,横向、竖向各2次,光触媒用量要达到12ML/平方米;空调口:对于天花面的空调出入口处也是治理的重点位置,因为空调管道是细菌滋生的良好场所,空调出入口处光触媒膜的净化工作量大的区域,因此空调口附近的喷涂面光触媒的喷涂次数要达4次,横向、竖向各2次。湖北微量雾化喷涂设备

- 黑龙江雾化喷涂销售商 2026-02-28
- 江苏预充管雾化喷涂供应 2026-02-28
- 吉林雾化喷涂厂家 2026-02-27
- 注射器雾化喷涂 2026-02-26
- 湖南微量雾化喷涂批发 2026-02-26
- 注射器雾化喷涂市场报价 2026-02-26
- 湖北试剂雾化喷涂供应商 2026-02-25
- 上海预充式雾化喷涂厂家 2026-02-24