- 品牌
- 信牌
- 型号
- x-3系列
- 加工定制
- 是
- 重量
- 2800
- 产地
- 温州乐清
- 厂家
- 自动化设备
入库标准:通过OQC检验后入库,线束需平行固定且绑线不伤线材3。五、工艺规范与常见问题绑线要求:束线带间距25mm,结尾保留10mm并打死结,禁止打圈或卡伤线材。易错点:新手易插反连接器,老员工可能跳过检测步骤导致批量不合格4。00:18 线束烤焦和烧蚀问题00:37 线束与周边零部件干涉问题00:53 线束断裂问题01:06 插接件不良问题01:21 装配工艺问题01:32 安装线束的小建议六、扩展资源高压线束:新能源汽车三电系统线束需额外耐压、抗干扰测试5。自动化设备:五合一切线机集成切线、压接、视觉检测,提升效率线束组装机的自动化流程减少人工接触,降低导线损伤、污染的可能性。通用线束组装机技术指导
电子组装台数字化管理海量图纸,实时显示布线规格、物料及工具信息,降低对操作员经验的依赖。配备散热风扇与定制吸盘,支持长时间稳定运行。流水线工作台皮带式或倍速链设计,适配电子厂、汽车线束车间,价格范围1600-28.5万元(视自动化程度)34。三、选型建议高精度需求:优先选择带CCD检测和激光打码的机型(如双工位自动机)12。柔性生产:智能电子组装台支持小批量多品种,适合医疗、工控等**领域。成本敏感:基础流水线工作台(如1688平台报价1600-2375元)可满足中小规模生产山东线束组装机多少钱长期闲置的线束组装机,需定期开机运行,避免部件锈蚀或功能失效。
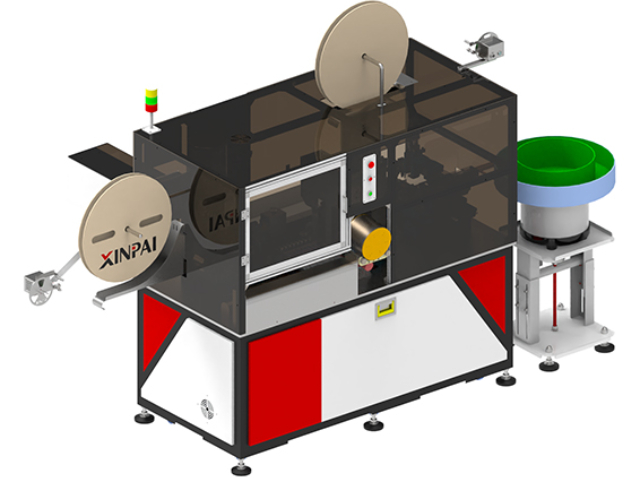
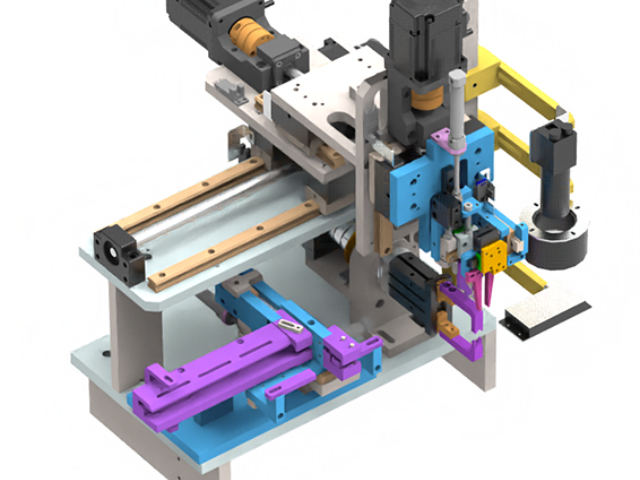
线束组装机的工作原理主要基于自动化机械传动与精密控制技术,其**流程可分为以下几个关键环节:一、基础加工模块裁切与剥线通过直线电机驱动送线系统,配合激光切割或刀片裁切机构,实现导线长度精度达±0.5mm的裁切,同时完成剥皮作业12。00:00直角端子的双端入塑壳交叉装配00:03原材料介绍00:06放线架送线00:11自动裁切剥皮00:15双端压接插塑壳00:20端子外观检测00:24成品展示00:26压力监控00:31日常生产界面操作端子压接采用超声波或气动压接技术,将端子与导线通过机械压力实现冷焊连接。压接过程中需监控压力值(如公差不超过0.03mm)以确保导电性和机械强度23。
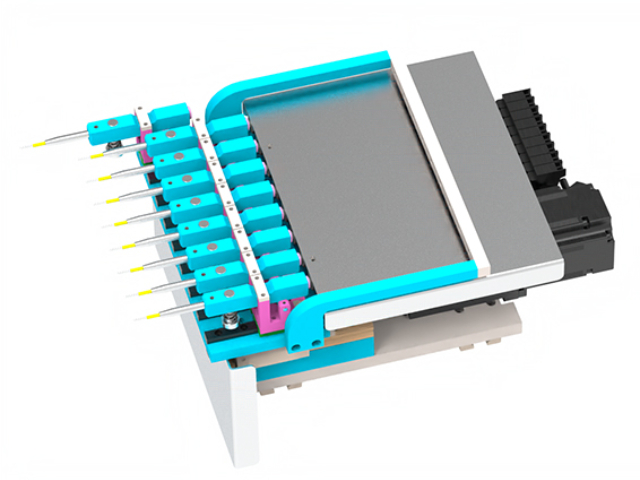
**性能指标验证加工精度与一致性裁线精度需达±0.1mm,剥皮长度误差≤0.05mm,压接拉力需符合行业标准(如汽车线束≥50N)12。**机台应集成CCD视觉检测,自动识别压接同心度与端子变形,不良品剔除率需≥99.9%13。00:00 图灵慧眼线束外观缺陷筛选机介绍00:06 焊接点质量检测00:15 竖直线性焊点检测00:20 焊点检测技术发展趋势自动化与智能化水平全自动设备需支持一键完成定位、切割、研磨、图像分析全流程,人工干预环节越少越好3。智能电子组装台需具备1:1投影图纸、实时物料清单管理功能,降低操作员经验依赖考虑线束组装机的能耗指标,长期使用下节能型设备能降低综合成本。
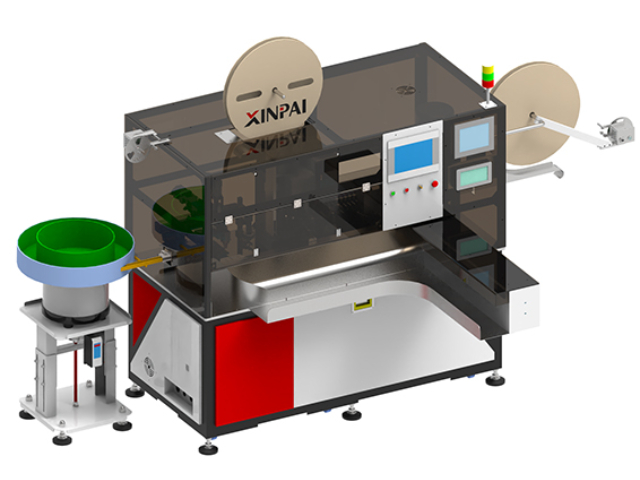
一、**应用领域汽车制造用于发动机控制单元、传感器、车灯等电气系统的线束组装,需满足耐高温、抗振动等严苛要求12。新能源车高压线束组装(如电池组连接)需特殊绝缘和屏蔽设计,设备需支持磁悬浮输送、CCD检测等先进技术23。00:06平台**价值00:13柔性生产解决方案00:42供应链协同解决方案01:02数字孪生技术的应用01:19行业经验移植01:33平台未来展望电子与通信设备手机、电脑等消费电子线束组装依赖高精度视觉定位技术(如日精JM-800的端子插入角度修正)3。通信设备中高速数据传输线束(如HDMI、以太网)要求设备具备抗干扰能力45。航空航天飞机线束组装需处理2万余根航空电缆,精度要求极高(如ARJ21全机线束总长47千米)6。二、技术适配性全自动产线:适用于大批量标准化生产(如汽车连接器组装机),效率提升***35。智能组装台:模块化设计支持小批量多品种生产,如65寸高清屏设备可快速切换型号47。三、行业痛点与创新传统挑战:人工布线易导致误差,而自动化设备通过视觉检测(如银钢智能的旋转CCD)将不良率降低90%3。国产突破:如银钢智能的磁悬浮整线技术,实现16道工序连续加工,填补高压线束组装空白3。随着智能制造升级,线束组装机正朝着更智能、更柔性的方向快速发展。辽宁线束组装机批发厂家
线束组装机支持数据联网管理,生产数量等数据可实时统计分析。通用线束组装机技术指导
强制检定设备:如涉及安全检测(高压线束),需按法规执行(如每年1次)23。00:06打开开关00:09安装刀模00:21组装端子盘00:32放下端子00:38固定端子00:57测试完成通过以上方法,可科学设定校准周期,兼顾精度与成本一、基础精度验证方法标准件重复性测试使用认证标准件(如校准线束)进行连续20次重复测量,裁线精度偏差应≤±0.1mm,压接拉力波动范围需控制在±5%内1。若标准差超过允许值(如±0.15mm),则需校准。环境温度需稳定在20±5℃,避免热变形影响结果1。系统误差检测通过多尺寸标准件(如10mm、50mm线束)验证压接一致性,系统性偏差超过±2.5%时需调整机台参数1。00:06 打开开关00:09 安装刀模00:21 组装端子盘00:32 放下端子00:38 固定端子00:57 测试完成二、关键部件状态评估运动轴与定位系统检测X/Y/Z轴线性精度(激光干涉仪),导轨直线度误差需≤0.02mm/m,垂直度偏差<5角秒1。定位板与基准面平行度误差>0.1mm时需重新校准。电气性能测试端子压接后需通过拉力测试(如0.5mm²线径≥50N)及导通检测(电阻变化≤5mΩ)2。若连续3次不合格,需校准压接单元。通用线束组装机技术指导
温州信牌自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同温州信牌自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 汽车线束组装机多少钱一台 2026-02-06
- 上海小型线束组装机现货 2026-02-06
- 珠海小型线束组装机定制 2026-02-06
- 嘉兴自动化线束组装机价格 2026-02-06
- 湖州电动车线束组装机厂家 2026-02-06
- 广东家电线束组装机多少钱 2026-02-05
- 嘉兴汽车线束组装机推荐 2026-02-05
- 深圳电子线束组装机供应商 2026-02-05
- 广东小型线束组装机价格 2026-02-05
- 金华电脑线束组装机多少钱 2026-02-05
- 宁波电动车线束组装机多少钱一台 2026-02-04
- 广东小型线束组装机推荐 2026-02-04