开始准备:确认典型零件的工艺要求,对工件进行批量加工,数控车床需要做好前期准备。合理挑选数控车床的前提条件:满足典型零件的工艺要求。这类零件的技术要求主要是零件的结构尺寸、加工范围和精度要求。依据精度要求,即工件尺寸精度、定位精度和外表粗糙度要求,挑选数控车床的控制精度。依据可靠性要求,可靠性是提高产品质量和生产效率的保证。CNC机床的可靠性是指机床在规定的条件下履行其功能,长时间稳定运行而不会发生故障,即平均无故障时间长,即使出现故障,也可以在短时间内恢复并从新运行。挑选结构合理,制造精巧,可量产的机床。通常,用户越多,数控系统的可靠性就越高。广东佛山哪里买数控车床好?诸暨车铣复合机床供应商

数控铣床或加工中心的主要加工特点是要使工件在一次装夹中连续完成多工序的加工。在多工序加工中,必然会调用多把不同的刀具,这些刀具长度不同,所以在编程中,这些长度不同的刀具在Z方向的实际坐标值相对工件坐标系的零点就会各不相同。在数控机床中刀具应相对工件设一个基准位置,不同长度的刀具相对于工件基准的尺寸就称为刀具长度补偿。而在编写程序用上了刀具长度补偿指令之后,当刀具磨损后,只需在相应的刀具长度补偿号中修改长度补偿值就可以了,不需要再修改程序,既提高了工作效率,也保证了程序的安全运行。刀具长度补偿值作为补偿数据应便于随时设定和修改,这些设定和修改不应对加工程序产生任何改变,所以在编写程序时,不同序号的刀具都便有对应的刀具长度补偿号(H01~H99)。每把刀具对应一个刀具补偿号,一经设定后,即使机床断电也不会丢失。有了长度补偿功能,编程者可在不知道刀具长度的情况下,按假定的标准刀具长度编程,即编程不必考虑刀具的长短。实际用刀长度和标准刀长度不同时,可用长度补偿功能进行补偿。湖南车铣复合机床设备斜轨刀塔数控车床哪个品牌好。

佛山金属切削机床部分领头企业,具有一定的数控机床设计和制造技术和经验。但总体来看还需强化技术研发能力,主要关键技术包括:数控机床总体设计技术:如数控机床优化设计技术,包括数控机床精度、刚度和热变形设计等。精密机械加工技术:包括床身、立柱、主轴、导轨和箱体等关键的精密加工工艺技术等。数控机床的装配和测试技术:整机装配调试验、机床参数检测等。多轴多通道数字控制技术:数控编程与优化、数控系统调试与维护等。高速化技术:为实现数控机床高速化需要解决高速加工机床整体结构优化和高速加工机床关键功能部件的开发研究等。复合化技术:多功能复合加工是指将不同的加工方法集成在一台数控机床上,实现零件的完全加工。既可以通过刀具复合化,也可通过工序和工种的复合化,使加工过程链集成化,缩短加工周期,提高加工效率和相关加工位置精度。主要研究开发内容是:数控复合加工机床结构优化设计技术、多坐标空间联动控制技术、空间任意曲面加工的编程方法和刀具复合制造技术与结构设计等。
五轴车铣中心的先进性表现在其设计理念上。在通常的机械加工概念中,1个零件的加工,少则一两道工序,多则上百道工序,要经过多台设备的加工来完成,要准备刀具、工装夹具。对复杂的零件来说,有的一套工装的准备就需要三、五个月的时间,即使不考虑经济成本,三、五个月的时间很可能会错过许多商品机遇和战略机遇。在汽车、家电等批量生产行业,为了提高效率和自动化水平,一般会采用自动化生产线。庞大的自动化生产线是很主要的一部分,同时是一个占钱、占地的部分, 也是故障多发的部分,对复杂形面的加工,零件的多次装夹和基准转换,有时会带来不必要的工序,同时也使零件加工精度丧失。数控车床哪个品牌好。

基准刀具对刀法的基本原则就是在使用的刀具中,以其中的一把刀具作为基准刀具,比如1号刀具。在对刀时,基准刀具刀长补偿设为0,当被测量刀具比基准刀短,则刀长补偿值为负值;若实际刀具比基准刀长,则刀长补偿值为正值。这种对刀方式确定的只是刀具之间的长度关系,刀具相对于工件坐标系的坐标关系在对刀过程还没有确定。这只是对刀的一步,本测量可以采用机外测量装置或手工测量。
第二步是测量基准刀相对工件零点的坐标值,基准刀以Z轴的参考点作为测量的起点,移动Z轴至工件表面(工件坐标系零点),机床显示出移动距离。这个数值为工件坐标G54的Z坐标值,为负值。测量中,为了提高测量精度,通常采用Z向刀具设定装置,设定装置有压表式和光电感应式两种,测量精度在0.01mm左右。
基准对刀法的特点是灵活、方便,可以在机床内进行,也可以在机床外进行。现在广范使用的有机外光学(或数码)测量对刀仪。其好处是可以减少机床内的辅助时间,提高机床实际加工效率,减少机床停机时间。 广东新代系统数控机床。福建斜轨车铣复合机床报价
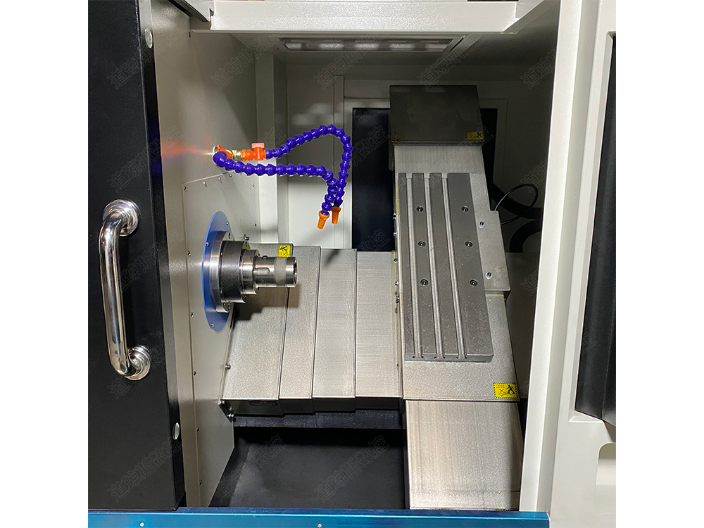
数控车铣复合机床价格表图。诸暨车铣复合机床供应商
数控车床在加工螺纹的时分,因为传动链的改变,准则上主轴转速只要能保证每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可,不应该遭到限制。但是数控车床加工螺纹的时分,会遭到以下几方面的影响:1) 螺纹加工程序段中指令的螺距(导程)值,相当于以进给量(mm/r)表明的进给速度F,假如将机床的主轴转速挑选过高,换算后的进给速度(mm/min)就必定超越正常值;2) 刀具在其位移的始/终,都将遭到伺服驱动体系升/降频率和数控装置插补运算速度的束缚,因为升/降频特性满意不了加工需求等原因,则或许因主进给运动产生出的“超前”和“滞后”而导致部分螺牙的螺距不符合要求;3) 车削螺纹有必要通过主轴的同步运转功用而完成,即车削螺纹需求有主轴脉冲产生器(编码器)。当其主轴转速挑选过高,通过编码器宣布的定位脉冲(即主轴每转一周时所宣布的一个基准脉冲信号)将或许因“过冲”(特别是当编码器的质量不安稳时)而导致工件螺纹产生乱扣。诸暨车铣复合机床供应商
佛山市道琼斯数控设备有限公司在数控车床,车铣复合车床,刀塔数控车床,尾顶数控车床一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。公司成立于2019-11-08,旗下道琼斯数控,已经具有一定的业内水平。道琼斯数控致力于构建机械及行业设备自主创新的竞争力,多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。