- 品牌
- 恒骏电机
- 型号
- 雕刻直流电机
超精密电火花加工(Micro-EDM, μEDM)技术也面临一些技术挑战。电极损耗导致的形貌失真问题可以通过AI预测模型结合旋转电极技术来改善;微细孔加工效率低的瓶颈可采用多电极并行加工方案突破;针对表面微裂纹缺陷,后续可结合电解抛光或激光重熔工艺进行消除;深槽加工中的排屑难题则可通过超声振动辅助冲液技术解决。未来发展趋势呈现三个方向:智能化方面,基于数字孪生的自适应控制技术和机器学习优化的放电脉冲序列将进一步提升工艺稳定性;精度方面,亚纳秒脉冲电源的应用有望实现Ra<10nm的超光滑表面;环保方面,生物降解介质油将逐步替代传统矿物油。此外,与激光加工、3D打印等技术的工艺链协同,以及在线检测技术的集成应用,都将拓展该技术在微型电机制造中的可能性。总体而言,超精密电火花加工在微型雕刻电机领域具有不可替代的优势,特别适用于尺寸小于5mm、精度要求μm级、结构复杂的精密电机部件制造。随着工艺技术的持续创新和智能化水平的提升,这项技术必将在医疗微型电机、航天姿态控制电机、光学精密驱动等领域发挥更大价值。常州市恒骏电机有限公司是一家专业提供雕刻直流电机的公司,期待您的光临!宿迁220V雕刻直流电机供应商

雕刻直流电机的具体未来发展方向:仿生学设计:借鉴生物结构(如骨骼多孔形态)实现强度与轻量化平衡。智能材料集成:在雕刻区域嵌入形状记忆合金,实现自适应热变形补偿。3D打印融合:自由拓扑雕刻结合增材制造,突破传统工艺限制。
转子雕刻工艺通过精细化结构设计,可明显改善电机的电磁、机械和热性能,但需权衡强度、成本和工艺可行性。未来随着多学科技术(如材料科学、AI优化算法)的进步,雕刻电机将在领域(航空航天、精密医疗)发挥更大作用。 苏州220V雕刻直流电机报价雕刻直流电机 ,就选常州市恒骏电机有限公司,用户的信赖之选,欢迎新老客户来电!

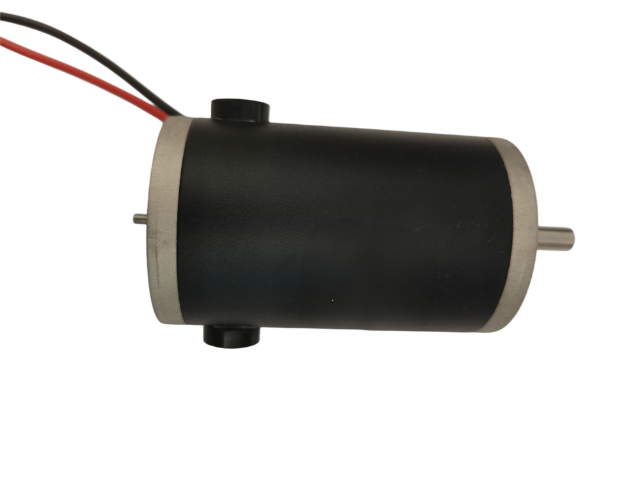
雕刻直流电机(Engraved DC Motor)是一种特殊设计的直流电机,其转子或定子采用雕刻工艺(如激光雕刻、数控雕刻等)进行结构优化,以提高性能、效率或特定功能。其工作原理基于电磁感应和洛伦兹力,但通过雕刻技术对磁场分布、机械结构或散热特性进行改进。雕刻直流电机的主要组成部分包括:定子(Stator):提供固定磁场,通常由永磁体(如钕磁铁)或电磁铁构成。雕刻工艺可能用于优化磁极形状或散热槽设计。转子(Rotor):由铁芯、绕组和换向器组成,雕刻工艺常用于减轻重量、优化磁场路径或增强散热。换向器(Commutator):与电刷配合,切换电流方向以维持转子持续旋转。电刷(Brushes):通常为碳刷或金属刷,负责电流传导。
激光微雕刻实现电机齿槽转矩优化的工艺参数:前沿发展方向复合加工:激光雕刻+电解抛光组合工艺,进一步降低表面损耗。AI参数优化:机器学习算法自动匹配雕刻参数与电磁性能需求(如遗传算法优化槽型)。超快激光应用:飞秒激光实现纳米级纹理,用于超高效率电机。激光微雕刻优化齿槽转矩需协同考虑电磁设计(槽型/纹理)、激光工艺(功率/速度)、材料特性三大维度。通过参数化实验与仿真结合,可提升电机性能,尤其适用于新能源汽车、精密伺服电机等领域。常州市恒骏电机有限公司是一家专业提供雕刻直流电机的公司,有想法可以来我司咨询!

在雕刻电机散热通道的流体力学优化过程中,目标是提升散热效率的同时降低流动阻力。首先通过三维建模软件构建散热通道的初始几何模型,重点关注通道的截面形状、分支结构和表面粗糙度等关键参数。采用计算流体动力学(CFD)方法进行数值模拟,分析流场分布、压力损失及热传导特性,尤其关注涡流形成区域和低速死区等流动不良现象。
优化策略主要围绕三个维度展开:一是通道拓扑结构的改进,通过引入渐缩渐扩截面设计来平衡流速与压降,采用树状分形分支结构以优化流量分配;二是表面特征的强化,在通道壁面设计湍流促进结构如微肋条或凹坑阵列,增强流体扰动以提高换热系数;三是材料界面的整合,探索导热复合材料在通道壁面的应用,建立热流耦合传递的协同机制。 雕刻直流电机 ,就选常州市恒骏电机有限公司,让您满意,有想法可以来我司咨询!苏州220V雕刻直流电机报价
雕刻直流电机 ,就选常州市恒骏电机有限公司,欢迎客户来电!宿迁220V雕刻直流电机供应商
工艺参数优化是保证加工质量的关键。在脉冲参数方面,通常采用50-200ns的超窄脉冲宽度来获得高加工分辨率,配合0.1-2A的小峰值电流以减小热影响区。电极选择上,直径小于0.1mm的铜钨微细电极因其耐磨性成为优先,而低粘度介质油(如去离子水)有利于微细结构的加工。先进的压电陶瓷驱动系统可以维持3-5μm的精密放电间隙,避免加工过程中的短路现象。针对不同加工需求,还可采用线切割μEDM(WEDG)工艺制备超细电极,或利用反向μEDM技术加工高深宽比结构。实际应用案例证明了该技术的性能。在医疗微型伺服电机转子加工中,采用直径0.05mm的钨钢电极配合100ns脉冲宽度,实现了槽宽公差控制在±0.8μm以内,表面粗糙度达到Ra0.2μm,使齿槽转矩波动降低了40%。而在光学定位电机定子加工中,通过多层平动法μEDM工艺,配合在线电极损耗补偿,获得了齿距累积误差小于1μm的优异结果,终使电机定位精度达到±0.1μm。宿迁220V雕刻直流电机供应商

- 深圳机械雕刻直流电机报价 2026-01-05
- 佛山低压雕刻直流电机价格 2026-01-05
- 舟山24V雕刻直流电机供应商 2026-01-05
- 舟山35W雕刻直流电机销售 2026-01-04
- 绍兴微型雕刻直流电机供应商 2026-01-04
- 宁波3500rpm雕刻直流电机报价 2026-01-04
- 舟山35W雕刻直流电机供应商 2026-01-04
- 衢州全自动雕刻直流电机多少钱一台 2026-01-04



