- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
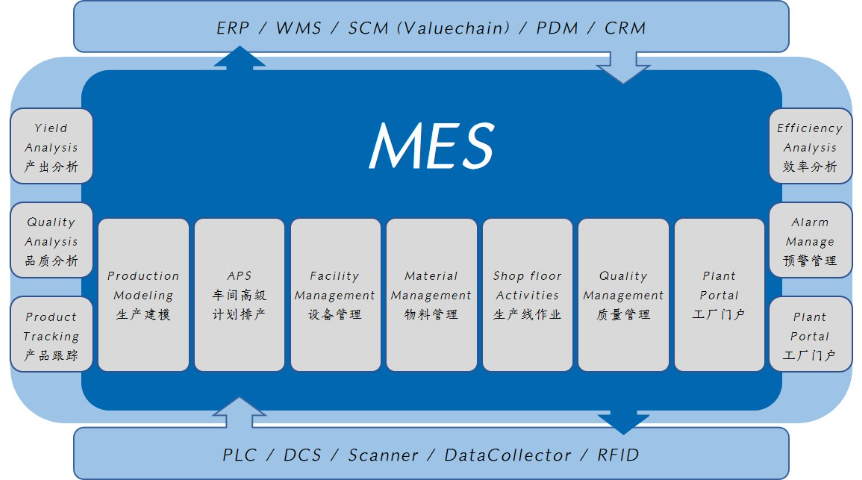
MES系统的质量管理:MES系统在质量管理方面发挥着重要作用。它能够追踪和记录生产过程中的每一个细节,包括原料使用、设备状态、操作员信息等。当质量问题出现时,MES系统能够迅速定位原因,并采取相应的措施进行处理。这种全方面的质量监控和管理能力有助于企业提升产品质量水平,增强客户满意度和市场竞争力。MES系统的设备管理:MES系统能够实时监控设备的运行状态,及时发现设备故障并进行预警。通过制定设备维护计划,MES系统能够定期对设备进行维护保养,延长设备使用寿命。此外,MES系统还能对设备的运行效率进行分析,提出设备优化方案,提高设备利用率。Mes对生产环节的精简有积极作用。mes系统有哪些
MES系统的成功案例:MES系统在不同行业中的应用取得了许多成功案例。例如,在汽车制造业中,某汽车制造企业通过实施MES系统实现了生产线的全方面监控和优化,生产效率提升了20%,产品不良率降低了30%;在电子制造业中,某电子制造企业通过实施MES系统实现了生产过程的精确控制和质量管理,产品的一致性和可靠性得到了明显提升;在制药行业中,某制药企业通过实施MES系统实现了生产过程的严格监管和质量控制,药品的质量和安全得到了有效保障。MES系统的选择因素:企业在选择MES系统时需要考虑多个因素,包括功能需求、系统扩展性、系统兼容性、供应商实力、成本效益等。江苏mes系统有哪些公司Mes是智能化生产流程里不可或缺的一部分。
MES系统的定制化与可扩展性是满足企业不同需求的关键。不同的企业有不同的生产流程和管理需求,因此MES系统需要具备一定的定制化能力,以适应企业的实际情况。同时,随着企业的发展和变化,MES系统还需要具备良好的可扩展性,以便企业能够根据实际情况对系统进行升级和扩展。这种定制化与可扩展性能够确保MES系统始终与企业的发展保持同步。MES系统的实施与运维服务是确保系统稳定运行和发挥价值的关键。在实施过程中,企业需要选择专业的实施团队,对系统进行定制化开发和配置。同时,企业还需要对员工进行培训和推广,提高员工对系统的使用熟练度和认可度。
物料管理是MES系统的重要组成部分。MES系统能够实时追踪物料的流动情况,包括物料的入库、出库、库存等信息。通过MES系统,企业可以更加准确地掌握物料的库存状况,避免物料短缺或积压的情况,从而保证生产的顺利进行。同时,MES系统还可以对物料进行质量追溯,确保产品质量的可控性。质量管理是MES系统的又一关键功能。MES系统能够实时采集生产过程中的质量数据,对产品质量进行实时监控和分析。通过MES系统,企业可以及时发现质量问题,采取相应的措施进行改进,从而提高产品质量和客户满意度。此外,MES系统还可以对质量数据进行统计分析,为企业提供质量改进的方向和依据。适应性:系统能够适应市场变化和客户需求的变化,保持企业的竞争力。

MES系统通过集成设备管理模块,实现了对生产设备的全方面监控和管理。它能够实时监测设备的运行状态、故障情况、维护记录等,为设备的维护和保养提供有力支持。此外,MES系统还能根据设备的运行情况,预测设备的故障趋势,提前进行维护计划,确保设备的稳定运行。MES系统的人员管理模块能够实现对生产人员的管理和调度。它能够记录人员的基本信息、技能水平、工作记录等,为人员的培训和考核提供有力支持。同时,MES系统还能根据生产任务和人员情况,合理安排人员的工作时间和工作内容,提高人员的工作效率和满意度。Mes在生产运营管理方面提供新的思路。辽宁五金注塑mes系统提供商
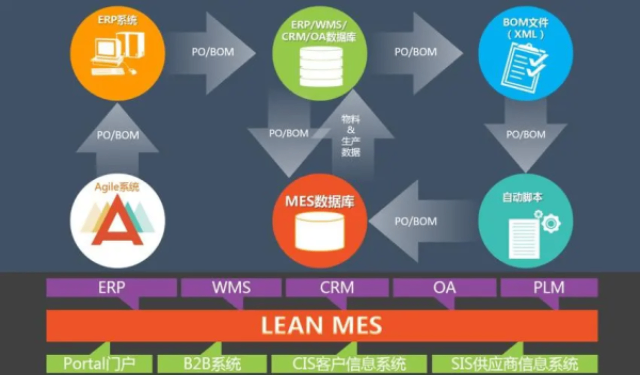
供应链协同:MES系统实现供应链上下游的协同管理,提高整体供应链的响应速度。mes系统有哪些
MES系统不只具有实时监控和管理生产的功能,还具有优化和改进生产的能力。通过对生产数据的深入分析和挖掘,MES系统能够发现生产过程中的瓶颈和问题,并提出相应的优化和改进建议。这些建议能够帮助企业改进生产流程、提高生产效率、降低生产成本。MES系统作为企业生产管理的关键系统,其安全性和可靠性至关重要。MES系统通常采用多种安全措施,如数据加密、权限控制、备份恢复等,确保系统的数据安全和稳定运行。同时,MES系统还经过严格的测试和验证,确保其在实际应用中的可靠性和稳定性。mes系统有哪些


