- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
物料管理是MES系统的重要组成部分。MES系统能够实时追踪物料的流动情况,包括物料的入库、出库、库存等信息。通过MES系统,企业可以更加准确地掌握物料的库存状况,避免物料短缺或积压的情况,从而保证生产的顺利进行。同时,MES系统还可以对物料进行质量追溯,确保产品质量的可控性。质量管理是MES系统的又一关键功能。MES系统能够实时采集生产过程中的质量数据,对产品质量进行实时监控和分析。通过MES系统,企业可以及时发现质量问题,采取相应的措施进行改进,从而提高产品质量和客户满意度。此外,MES系统还可以对质量数据进行统计分析,为企业提供质量改进的方向和依据。Mes在整合生产要素方面有着特殊能力。北京产线级mes系统哪家好
MES系统在制造业的各个领域都有普遍的应用,如汽车制造、电子制造、食品加工、医药制造等。不同行业的MES系统具有不同的特点和功能,以满足行业的特殊需求。例如,在汽车制造业中,MES系统需要实现生产线的自动化和柔性化;在电子制造业中,MES系统需要实现对电子元器件的精确追溯和管理。通过实际应用案例,我们可以看到MES系统为企业带来的明显效益和改进。随着制造业的不断发展和技术的不断进步,MES系统也将迎来新的发展机遇和挑战。MES系统将更加智能化、云端化、集成化和定制化。辽宁mes一体化管理系统在线咨询专业售后:提供专业的售后服务和技术支持团队,确保系统的稳定运行和升级维护。
MES系统支持定制化开发,能够根据企业的实际需求进行功能定制和界面设计。这种定制化使得MES系统更加符合企业的实际运营情况,提高系统的实用性和易用性。同时,MES系统还具有良好的灵活性,能够随着企业业务的发展和变化进行适应和调整。MES系统采用先进的安全技术和措施,确保系统的数据安全性和稳定性。通过加密传输、访问控制、数据备份等手段,MES系统能够保护企业的生产数据不被泄露或损坏。同时,MES系统还具有高度的稳定性,能够确保系统的持续运行和可靠性。
MES系统的设备管理模块,通过实时监控设备的运行状态和维修历史,能够预测设备的维护需求,实现预防性维护。这种预防性维护方式,不只可以避免设备故障导致的生产中断和损失,还能延长设备的使用寿命,降低维修成本。同时,设备管理模块还能对设备的维修过程进行管理,确保维修工作的及时性和有效性。MES系统的物料管理模块,实现了对物料的全方面管理,包括物料的采购、入库、出库、盘点等。通过实时更新物料库存信息,该模块能够确保物料的及时供应和合理利用,避免物料短缺或过剩导致的生产中断和成本浪费。同时,物料管理模块还能对物料的使用情况进行跟踪和分析,为企业的物料采购和库存管理提供决策依据。Mes对生产环节的有序性有保障作用。

MES系统的实施与部署是确保系统成功应用的关键。在实施MES系统之前,企业需要对自身的生产流程、管理模式和业务需求进行深入分析,明确系统的目标和定位。然后,企业需要选择合适的MES系统供应商,并根据企业的实际情况进行系统的定制和调整。在实施过程中,企业需要注重系统的培训和推广,确保员工能够熟练使用系统并发挥其较大效益。同时,企业还需要建立完善的系统维护和升级机制,确保系统的稳定运行和持续更新。MES系统将成为制造业信息化领域中的关键支撑系统之一,为企业的数字化转型和智能制造提供强有力的支持。Mes能带动生产流程的高效化变革。辽宁mes一体化管理系统在线咨询
有效管理设备、人力和物料,确保生产过程的顺畅进行。北京产线级mes系统哪家好
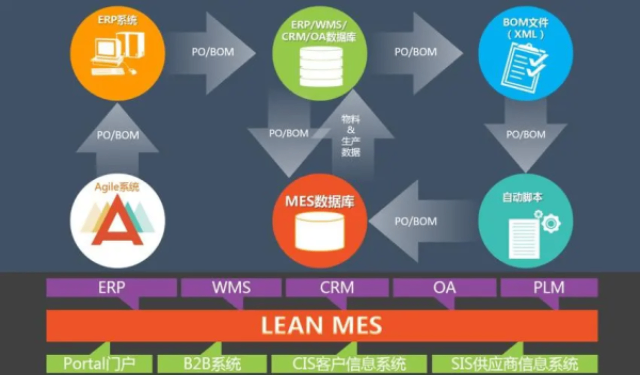
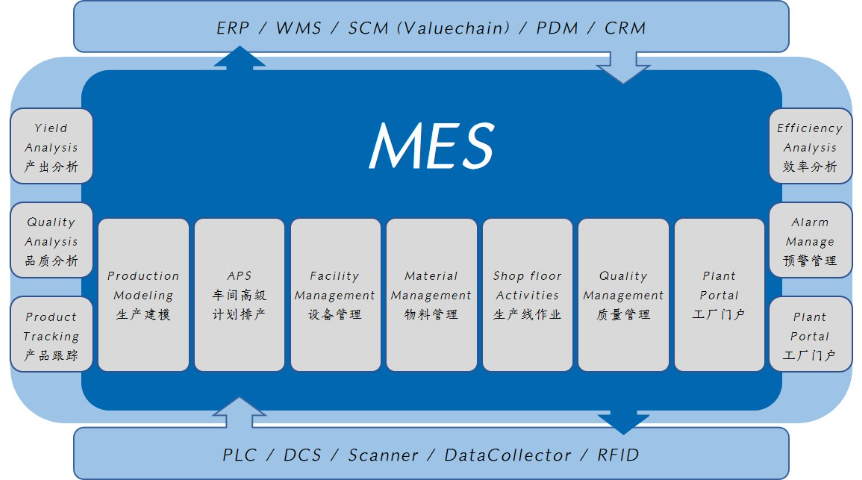
MES系统,即制造执行系统,是制造业信息化领域中的关键组成部分。它位于企业资源计划(ERP)与过程控制系统(如PLC、DCS等)之间,起到桥梁与纽带的作用。MES系统通过实时采集、监控、分析生产现场的数据,优化生产流程,提高生产效率,确保产品质量,降低生产成本。在智能制造和工业4.0的背景下,MES系统的重要性日益凸显,成为提升企业竞争力的关键手段。MES系统通常包含多个关键功能模块,如生产计划与调度、物料管理、质量管理、设备管理、人员管理、数据采集与集成等。北京产线级mes系统哪家好


