- 品牌
- K.KING
- 模具材质
- 硬质合金
- 模具类型
- 精密模具
- 模版放置形式
- 立式
- 模具用途
- 精密模具厂精密五金厂
- 模具设计软件
- AutoCAD
- 模芯加工
- 电火花加工,精磨
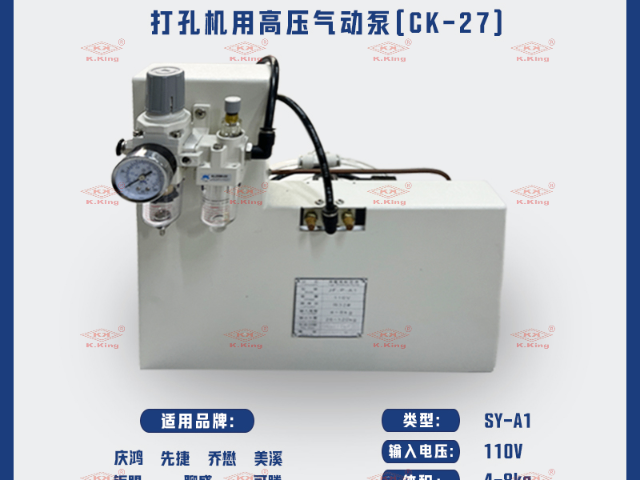
打孔机的丝杆润滑配件能够有效减少丝杆与其他部件之间的摩擦损耗,延长设备的使用寿命。丝杆润滑装置采用特殊的润滑油脂,这种油脂具有高粘度、低摩擦系数和良好的密封性能,能够在丝杆表面形成一层均匀的润滑膜,降低丝杆与螺母之间的摩擦系数,减少磨损和噪音。润滑装置还具备定期自动润滑的功能,按照预设的时间间隔或工作次数,向丝杆和螺母的接触面自动注入适量的润滑油脂。此外,润滑系统还配备了油位监测和加油提醒功能,方便操作人员进行维护和保养。打孔机底座提供稳定支撑,防滑设计让机器在工作时不会随意移动。上海国产打孔机配件工厂直销
打孔机配件在整个打孔设备中起着至关重要的作用。首先不得不提的是打孔机的钻头,它如同厨师手中的刀具,直接关乎着打孔的质量和效率。质量的钻头材质,如高速钢材质,具有高硬度和高耐磨性,能保证在长时间的打孔作业中依然保持锋利,精细地在各种材料上钻出符合要求的孔。其螺旋形状的设计则有助于有效地排出钻孔产生的碎屑,避免碎屑堵塞影响钻头的正常工作。而打孔机的夹头也是不可或缺的重要配件。它的作用是稳固地夹持钻头,确保钻头在高速旋转过程中不会偏离既定方向。一个精度高的夹头,能够实现钻头的快速更换,减少工作中的停机时间,提高整体工作效率。其内部的弹簧和卡爪结构经过精密设计,能根据不同直径的钻头进行自适应调整,紧密贴合钻头表面,使钻头在打孔时不受丝毫晃动干扰,为打孔作业提供可靠的稳定性。湖南进口打孔机配件采购选用合适的打孔机配件,可以优化打孔质量和速度。

在打孔机配件中,冷却系统配件起着不可或缺的作用。打孔过程中,钻头与材料之间的剧烈摩擦会产生大量的热量,若不及时冷却,不*会影响钻头的使用寿命,还可能导致材料因过热而变形。冷却系统配件通过喷雾或循环冷却液的方式,将冷却液均匀地喷洒在钻头和工件表面,带走大量的热量。冷却液通常选用具有良好导热性和散热性的液体,能够快速带走热量,保持钻头和工件的温度在合理范围内。
而打孔机的输送配件同样重要。输送配件负责将待打孔的工件准确地输送到打孔位置,确保打孔的精细性和效率。常见的输送配件包括输送带、夹爪等。输送带能够在稳定的速度下将工件移动到指定位置,保证打孔过程的连续性。夹爪则可以精细地夹住工件,将其定位在正确的位置并进行旋转,以适应不同角度的打孔需求。这些输送配件经过精确设计和调试,能够提高打孔的自动化程度和工作效率。
打孔机的电气连接配件对于设备的稳定运行至关重要。如接头和插头,它们的设计需要考虑到电气导通性和机械稳定性。质量的接头和插头采用导电性好、耐腐蚀的金属材料制成,能够确保电力和信号稳定地传输到各个部件。而且,它们的接口设计紧密贴合,能够防止松动和氧化,避免因接触不良而导致的设备故障。在一些复杂的工作环境中,打孔机的电气连接配件还具备良好的防水、防尘和抗振性能,以适应诸如工业生产车间等恶劣条件,保证打孔机在各种环境下都能稳定、高效地工作。打孔机配件的智能化设计,提高了设备的自动化水平。
打孔机的配件体系丰富多样,每个配件都在整个打孔过程中扮演着独特的角色。首先是打孔机的除尘配件,打孔过程中会产生大量的粉尘,这些粉尘不*会影响工作环境的清洁,还可能对操作人员的健康造成危害。除尘配件通过吸尘罩、排气管道等组件,将产生的粉尘及时收集并排出工作区域。吸尘罩的设计通常考虑到不同的打孔场景和工件形状,能够尽可能全方面地覆盖打孔区域,确保高效的除尘效果。
而打孔机的张力调节配件也对打孔质量有着重要影响。在放卷打孔作业中,合适的张力对于保证材料平稳运行至关重要。张力调节配件能够根据材料的厚度、宽度等因素,自动或手动调节张力大小,避免材料在打孔过程中出现松弛或过紧的情况,从而防止材料变形或跑偏,保证打孔的精度和效果。 打孔机配件的更新迭代,提升了设备的整体性能。中国香港沙迪克打孔机配件厂家电话
专为打孔作业设计的废料收集装置,带有自动排屑功能,保持工作环境整洁。上海国产打孔机配件工厂直销
打孔机配件里的定位夹具是确保打孔精度的重要保障。它通常由强度高的金属或工程塑料制成,具有稳定的结构和出色的定位性能。定位夹具上的定位槽或定位销能够与待打孔工件精确匹配,将其牢牢固定在预定的打孔位置上。在一些高精度的电子设备打孔作业中,定位夹具的定位精度可达到微米级别,能有效避免工件在打孔过程中发生位移,从而保证钻头能准确地在指定位置钻出精确的孔。而且,定位夹具设计考虑了不同形状和尺寸的工件,通过可调节的结构,能够适应多样化的工作需求,为高质量打孔提供了坚实基础。上海国产打孔机配件工厂直销
打孔机的电气接地配件是保障设备安全运行的重要组成部分。电气接地装置能够将打孔机可能产生的静电和漏电电流安全地导入大地,避免静电积累和漏电事故对设备和人员造成伤害。接地连接线采用低电阻、高导电性的材料制成的,确保电流能够迅速、稳定地传导。接地端子设计合理,连接牢固,能够承受长时间的电气负载。在打孔机安装过程中,必须严格按照电气接地规范进行安装和检测,确保接地配件的有效性和可靠性。同时,定期对接地配件进行检查和维护,以保证其始终处于良好的工作状态。调速旋钮可调节打孔机的运行速度,满足不同材质和打孔要求的操作。中国台湾国内打孔机配件批发打孔机的支撑配件在保证设备结构稳定性和定位精度方面起着重要作用。...
- 广东进口打孔机配件 2026-03-10
- 陕西便宜的打孔机配件工厂直销 2026-03-10
- 湖南靠谱的打孔机配件生产企业 2026-03-09
- 北京标准打孔机配件批发 2026-03-09
- 福建靠谱的打孔机配件批发 2026-03-08
- 广西国内打孔机配件经营 2026-03-08
- 江西标准打孔机配件工厂直销 2026-03-07
- 内蒙古国产打孔机配件经营 2026-03-07
- 中国澳门标准打孔机配件生产企业 2026-03-07
- 山东国产打孔机配件 2026-03-07

- 新疆打孔机配件厂家电话 2026-03-05
- 宁夏沙迪克打孔机配件 2026-03-04
- 宁夏实用打孔机配件工厂直销 2026-03-04
- 中国台湾国内打孔机配件经营 2026-03-03
- 黑龙江国内打孔机配件经营 2026-03-03
- 甘肃沙迪克打孔机配件 2026-03-03



- 广西进口庆鸿慢走丝配件厂家电话 03-10
- 云南沙迪克AP铜线维修 03-10
- 陕西便宜的打孔机配件工厂直销 03-10
- 中国香港火花机过滤器是什么 03-09
- 江苏国内庆鸿慢走丝配件批发 03-09
- 福建沙迪克AP铜线零售 03-09
- 湖南靠谱的打孔机配件生产企业 03-09
- 吉林靠谱的庆鸿慢走丝配件 03-09
- 西藏沙迪克AP铜线电话 03-09
- 北京标准打孔机配件批发 03-09