- 品牌
- K.KING
- 模具材质
- 硬质合金
- 模具类型
- 精密模具
- 模版放置形式
- 立式
- 模具用途
- 精密模具厂精密五金厂
- 模具设计软件
- AutoCAD
- 模芯加工
- 电火花加工,精磨
多轴联动导丝筒系统
动力学模型:建立包含伺服电机惯量(J=0.002kg·m²)、摩擦系数(μ=0.008)和科氏力补偿的六自由度运动学方程,通过TRACOOL仿真软件优化轨迹规划。
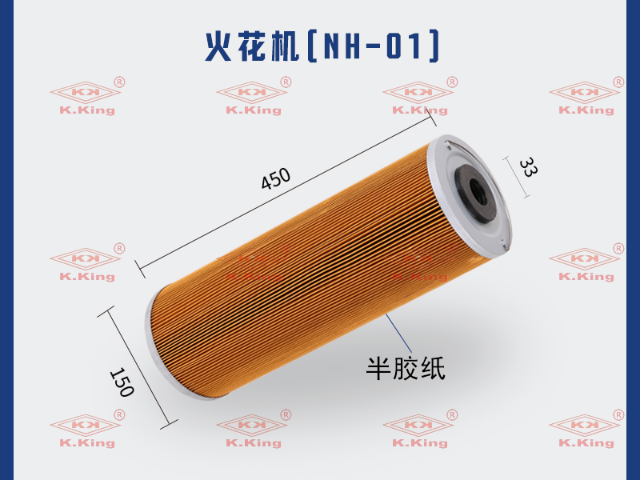
热管理设计:导丝筒采用梯度功能材料(FGM),轴向温度梯度设计为5℃/mm,最高工作温度≤120℃(红外热像仪实测数据)。
精度验证:在ISO10791-3标准下,使用激光干涉仪进行200次重复定位测试,结果符合ISO10791-3Class1标准(定位精度±0.0015mm)。
行业案例:某航空企业采用该系统加工钛合金叶片榫槽孔,较传统工艺效率提升4倍,孔位偏差从±0.02mm降至±0.003mm。 打孔机配件的标准化和系列化,降低了客户的采购和维护成本。浙江质量打孔机配件工厂直销

在打孔机配件体系中,打孔机的传动配件不可或缺。传动齿轮是传动配件中的常见部件,它们通过精密的啮合配合,将电机的动力传递给打孔钻头,使钻头高速旋转。传动齿轮的精度和表面质量直接影响着动力传递的效率和稳定性。高质量的传动齿轮经过精密磨齿等工艺加工,具有高精度的啮合精度,能够有效降低传动过程中的磨损和能量损耗,确保打孔钻头具有良好的旋转精度和速度稳定性。
而打孔机的润滑配件则有助于减少设备的磨损和摩擦。润滑系统通过在关键部位注入润滑油或润滑脂,形成一层保护膜,减少金属之间的直接接触和摩擦。这不*可以延长设备的使用寿命,还能降低设备运行过程中的噪音和热量产生。不同的打孔部位和工况可能需要不同类型的润滑配件,因此需要根据实际情况进行合理选择和维护。 浙江质量打孔机配件工厂直销防护罩可防止打孔时产生的碎屑飞溅,保护操作人员的安全和身体。

打孔机的丝杆润滑配件能够有效减少丝杆与其他部件之间的摩擦损耗,延长设备的使用寿命。丝杆润滑装置采用特殊的润滑油脂,这种油脂具有高粘度、低摩擦系数和良好的密封性能,能够在丝杆表面形成一层均匀的润滑膜,降低丝杆与螺母之间的摩擦系数,减少磨损和噪音。润滑装置还具备定期自动润滑的功能,按照预设的时间间隔或工作次数,向丝杆和螺母的接触面自动注入适量的润滑油脂。此外,润滑系统还配备了油位监测和加油提醒功能,方便操作人员进行维护和保养。
打孔机配件里的定位夹具是确保打孔精度的重要保障。它通常由强度高的金属或工程塑料制成,具有稳定的结构和出色的定位性能。定位夹具上的定位槽或定位销能够与待打孔工件精确匹配,将其牢牢固定在预定的打孔位置上。在一些高精度的电子设备打孔作业中,定位夹具的定位精度可达到微米级别,能有效避免工件在打孔过程中发生位移,从而保证钻头能准确地在指定位置钻出精确的孔。而且,定位夹具设计考虑了不同形状和尺寸的工件,通过可调节的结构,能够适应多样化的工作需求,为高质量打孔提供了坚实基础。创新的打孔针自动对中校准装置,通过精密传感器和算法,实现打孔位置的高精度自动对中。
打孔机的防护配件对于保障操作人员的安全至关重要。防护罩是常见的防护配件之一,它通常围绕在工作区域周围,防止打孔过程中产生的碎片和碎屑飞溅出来,保护操作人员的眼睛和身体免受伤害。防护罩采用强高度的透明材料制成,既能有效阻挡飞溅物,又不妨碍操作人员观察打孔操作。此外,打孔机还可能配备安全门锁等配件,只有在防护门关闭并且锁定后,打孔机才能正常启动,避免在操作过程中因意外开门而引发危险。
另外,打孔机的导向配件也对打孔质量有着重要作用。导向柱能够确保打孔钻头在垂直方向上保持精细的定位,避免钻头在工作时出现偏移,从而保证孔的垂直度和精度。导向柱通常由强高度的金属材料制成,经过精密打磨和加工,表面光滑,能够减少摩擦阻力。一些先进的导向配件还具备自动补偿功能,能够实时监测钻头的位置变化并进行调整,进一步提高打孔的精度和稳定性,为高质量打孔作业提供了有力支持。 智能感应配件能实时监测打孔机状态,预防故障发生。陕西国内打孔机配件经营
打孔机配件的专业定制,满足了客户的特殊加工需求。浙江质量打孔机配件工厂直销
打孔机的电气控制系统配件中的继电器是实现信号转换和电路控制的关键部件。继电器能够在不同的电压和电流之间进行高效的信号转换,当控制系统发出指令时,继电器能够准确地控制电路的通断,从而实现对打孔机的开关、调速、正反转等功能。质量继电器具有高灵敏度、低功耗和长寿命等特点,能够保证在复杂的电气环境下稳定可靠地工作。而且,继电器还具有一定的过载保护功能,当电路中出现过流时,能够自动切断电路,保护电气设备和人身安全。浙江质量打孔机配件工厂直销

打孔机的电气接地配件是保障设备安全运行的重要组成部分。电气接地装置能够将打孔机可能产生的静电和漏电电流安全地导入大地,避免静电积累和漏电事故对设备和人员造成伤害。接地连接线采用低电阻、高导电性的材料制成的,确保电流能够迅速、稳定地传导。接地端子设计合理,连接牢固,能够承受长时间的电气负载。在打孔机安装过程中,必须严格按照电气接地规范进行安装和检测,确保接地配件的有效性和可靠性。同时,定期对接地配件进行检查和维护,以保证其始终处于良好的工作状态。调速旋钮可调节打孔机的运行速度,满足不同材质和打孔要求的操作。中国台湾国内打孔机配件批发打孔机的支撑配件在保证设备结构稳定性和定位精度方面起着重要作用。...
- 广东进口打孔机配件 2026-03-10
- 陕西便宜的打孔机配件工厂直销 2026-03-10
- 湖南靠谱的打孔机配件生产企业 2026-03-09
- 北京标准打孔机配件批发 2026-03-09
- 福建靠谱的打孔机配件批发 2026-03-08
- 广西国内打孔机配件经营 2026-03-08
- 江西标准打孔机配件工厂直销 2026-03-07
- 内蒙古国产打孔机配件经营 2026-03-07
- 中国澳门标准打孔机配件生产企业 2026-03-07
- 山东国产打孔机配件 2026-03-07
- 新疆打孔机配件厂家电话 2026-03-05
- 宁夏沙迪克打孔机配件 2026-03-04
- 宁夏实用打孔机配件工厂直销 2026-03-04
- 中国台湾国内打孔机配件经营 2026-03-03
- 黑龙江国内打孔机配件经营 2026-03-03
- 甘肃沙迪克打孔机配件 2026-03-03



- 广西进口庆鸿慢走丝配件厂家电话 03-10
- 云南沙迪克AP铜线维修 03-10
- 陕西便宜的打孔机配件工厂直销 03-10
- 中国香港火花机过滤器是什么 03-09
- 江苏国内庆鸿慢走丝配件批发 03-09
- 福建沙迪克AP铜线零售 03-09
- 湖南靠谱的打孔机配件生产企业 03-09
- 吉林靠谱的庆鸿慢走丝配件 03-09
- 西藏沙迪克AP铜线电话 03-09
- 北京标准打孔机配件批发 03-09