轮廓仪的精度对工件加工的影响具体表现在以下几个方面:1.尺寸精度:轮廓仪的精度决定了工件加工的尺寸精度。如果轮廓仪的精度不高,那么工件的尺寸可能会出现误差,这可能会导致工件装配不良、工作性能下降等问题。2.形状精度:轮廓仪的精度也会影响工件的形状精度。如果轮廓仪的测量结果不准确,那么工件的形状可能会出现偏差,这可能会导致工件的工作性能下降,甚至无法满足设计要求。3.表面质量:轮廓仪的精度对工件的表面质量也有很大的影响。如果轮廓仪的精度不高,那么工件的表面可能会出现划痕、凹坑等问题,这会严重影响工件的质量和性能。4.加工效率:轮廓仪的精度也会影响工件的加工效率。如果轮廓仪的测量速度很慢,那么工件加工的效率就会降低,从而增加了生产成本。5.成本和质量:轮廓仪的精度还会直接影响到工件的成本和质量。如果轮廓仪的精度不高,那么工件加工过程中可能会出现大量的废品和次品,这会很大程度上增加生产成本,同时也会严重影响工件的质量。综上所述,轮廓仪的精度对工件加工的影响非常大,它不仅决定了工件的精度和质量,还影响了工件加工的效率和成本。因此,在选择轮廓仪时,需要考虑其精度、测量速度、适用范围等因素。 轮廓仪有几种?什么时候用光学轮廓仪?泰州表面轮廓仪

在实际应用中,通常采用类比法初步确定表面粗糙度值,然后再对比工作条件做适当调整。调整时应考虑以下原则:1.同一零件上,工作表面的粗糙度参数值小于非工作表面的粗糙度参数值。尺寸精度高的部位,其粗糙度参数值应比尺寸精度低的部位小。2.摩擦表面的粗糙度参数值比非摩擦表面小;滚动摩擦表面比滑动摩擦表面的粗糙度参数值要小。其相对速度愈高,单位面积压力愈大,粗糙度参数值值应愈小。3.受循环载荷作用的重要零件的表面及易引起应力集中的部分(如圆角、沟槽、台肩等),其表面粗糙度参数值应较小。4.要求配合性质稳定可靠时,其配合表面的糙度参数值应较小。特别是小间隙的间隙配合和承受重载荷、要求联接强度高的过盈配合,其配合表面的糙度参数值应小一些。一般情况下,间隙配合比过盈配合的糙度参数值要小。配合性质相同,零件尺寸越小,表面粗糙度参数值应越小;扬州轮廓仪测量机轮廓仪,就选上海日绪精密仪器设备有限公司,让您满意,欢迎新老客户来电!

轮廓仪的测量精度取决于多种因素,包括仪器本身、触针和测头、外部环境、操作人员技能和经验等。在仪器本身方面,轮廓仪的制造和校准过程中可能会出现误差,例如测头的加工精度不够、角度误差过大、接触点加工不良等问题,都会影响测量的准确性。此外,仪器内部的电路和电子元件的误差也可能对测量结果产生影响。在触针和测头方面,触针是轮廓仪中关键的部件之一,它直接与被测物体接触并反映其形状。如果触针的半径过大或过小,或者触针的磨损或变形,都会导致测量结果的误差。此外,测头的作用是将触针的移动转化为电信号,如果测头的精度不够或出现故障,也会导致测量结果的误差。在外部环境方面,空气湿度变化、温度波动、电磁场干扰等因素都会对测量产生影响。此外,被测物体的表面状态和材料也会影响测量结果,例如表面粗糙度、硬度和纹理等。在操作人员技能和经验方面,操作人员对轮廓仪的熟悉程度和操作技巧也会直接影响测量结果。例如,操作人员对仪器的校准、卡尺的夹持等方面的技能和经验不足,容易引起误差。因此,要提高轮廓仪的测量精度,需要综合考虑这些因素,并采取相应的措施进行优化和控制。
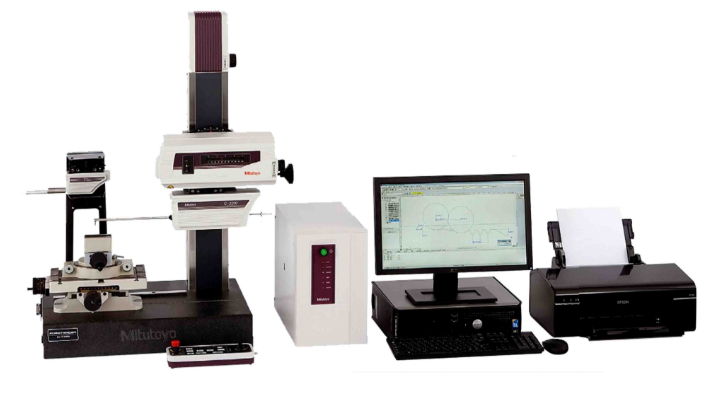
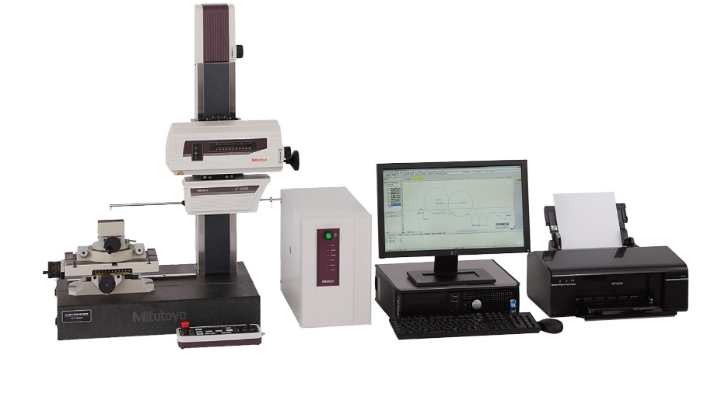
轮廓测量仪的结构特点?选用高精度光栅测量系统和高精度电感测量系统,测量精度高;导轨材料耐磨性好、保证?系统稳定可靠工作;高性能直线电机驱动系统,保证测量稳定性高、重复性好;功能强大、自动处理数据、打印各种格式的检定报告,自动显示、打印、保存、查询测量记录;可自动和手动选取被测段进行评定;测量范围广,可满足绝大多数类型的工件粗糙度轮廓测量;轮廓仪的追踪角度?追踪角度是指相对测针的进给方向,测针可以沿测量物的形状上升或下降的极限角度。三丰测针前列角度为12º的单切面测针时,上升角度为77º,下降角度为87º。但如果是圆锥形测针(锥角30º)的话,追踪角度则会变小,表面上看虽然是77º以下,但受上行斜面表面粗糙度的影响,会部分存在77º以上的斜面,测力也会受到影响。追踪角度是轮廓仪测量中非常重要的,是测量操作过程中方便效率的体现。表面轮廓仪什么原理?怎么挑选?

表面波纹度是什么?表面波纹度是间距大于表面粗糙度但小于表面几何形状误差的表面几何不平度,属于微观和宏观之间的几何误差。它是由于零件表面在机械加工过程中,机床与工具系统的振动而形成的。表面波纹度直接影响零件表面的机械性能,如零件的接触刚度、疲劳强度、结合强度、耐磨性、抗振性和密封性等。表面波纹度和表面粗糙度有什么区别?波距λ<1mm时,按表面粗糙度处理;波距:1mm<λ<10mm,按表面波纹度处理;波距λ>10mm,按形状位置误差处理,主要有实际表面轮廓,表面粗糙度轮廓,波纹度轮廓,宏观形状轮廓。轮廓仪可以通过自动化的方式进行测量,提高工作效率和减少人为误差。上海电动轮廓仪
电动轮廓仪按传感器的工作原理分为电感式、感应式以及压电式多种。泰州表面轮廓仪
技术亮点X轴采用摩擦直线导轨,精度高,寿命长X-Z1轴采用进口数字式传感器,精度高、线性好简易的测针更换设计,一次安装,无需校正.软件支持中英文一键切换支持winXP、win7系统.软件标注与CAD标注一样圆弧、线自动识别支持DXF格式文件导入、导出,定制CAD格式导出支持连续标注、基准标注、支持任意插入点支持图形自由旋转及坐标自由旋转原始数据自动保存,便于多次标注.镜像功能,可保存标注后文件可对X、Z1轴当前位置进行监控.具有测针自动接触、自动抬起、自动回退功能.可以对操作进行无限次的撤销及恢复操作捕捉开关打开时,自动生成及捕捉交点、圆心、线段中点、端点、圆弧交点、中点、切点等特征点.即使在非比例放大的情况下,也能进行正常的角度、圆弧、水平、垂直、线性等标注。泰州表面轮廓仪