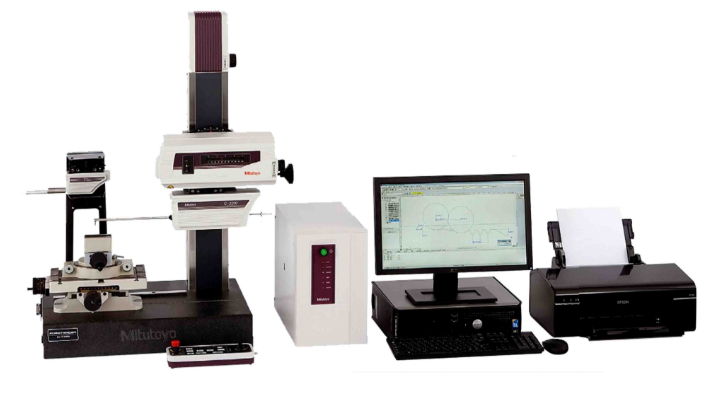
粗糙度轮廓仪的操作步骤?粗糙度轮廓仪在近年来应用的还算比较广,大部分都是应用在机械加工、光学加工、电子加工等精密加工行业当中,那粗糙度轮廓仪是如何检测产品的呢,下面就让我们来了解一下吧。一、测试时的安装点:1、正确的固定驱动检测部件和工件测量过程需要确保驱动检测部件和测量表面不移位。当将驱动检测部分连接到高度计等时,牢固地固定驱动检测部分。2、让测针(探针)正确接触测量表面。确保探测器的触针正确接触测量表面,并且探测器与测量表面平行。二、测量前的准备,擦拭待测工件表面;将仪器正确,平稳,可靠地放置在待测表面上,传感器的滑动路径必须垂直于待测量工件表面的加工纹理的方向,注意:正确,标准化的操作是准确测量结果的先决条件。牢固地固定驱动部件和测量对象为确保驱动部件在测量过程中不会偏离,驱动部件和测量对象牢固地固定,将产品正确安装在测量对象上。使测针正确接触测量表面,探测器与测量表面平行。轮廓仪为全自动测量设备,操作者只需装好被测工件。安徽三维表面轮廓仪
粗糙度仪评定长度ln,由于零件表面的微小峰、谷的不均匀性,在表面轮廓不同位置的取样长度上的表面粗糙度轮廓测量值不完全相同。因此,为了更合理地反映整个表面粗糙度轮廓的特性,应测量连续的几个取样长度上的表面粗糙度轮廓。这些连续的几个取样长度称为评定长度,它是用于评定被评定轮廓的X轴方向上的长度,用符号ln表示,如图6.3所示。评定长度可以只包含一个取样长度或包含连续的几个取样长度。评定长度的缺省值为连续的5个取样长度(即ln=5×lr)。取样长度和评定长度的标准值见表6.1。对于微观不平度间距较大的端铣、滚铣及其他大进给走刀量的加工表面,应按标准中规定的取样长度系列选取较大的取样长度值。由于加工表面的不均匀,在评定表面粗糙度时,其评定长度应根据不同的加工方法和相应的取样长度来确定。一般情况下,推荐选取标准值。对均匀性好的表面,可选ln<5×lr;对均匀性较差的表面,可选ln>5×lr。新型轮廓仪厂家供应轮廓仪能直接按某种评定标准读数或是描绘出表面轮廓曲线的形状。

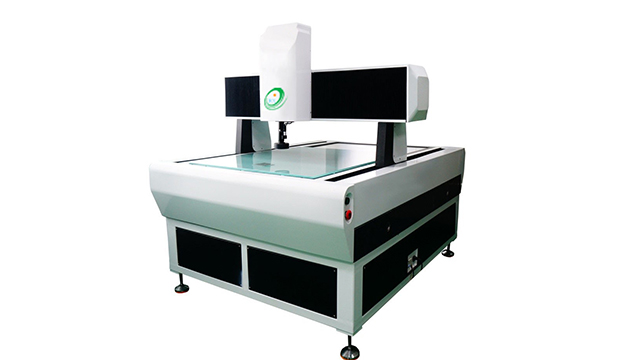
活塞测量解决方案:众所周知,发动机活塞零件的几个重要参数如截面型线、裙部型线、压缩高度、避阀坑高度、偏移量、截面偏移角等均跟活塞销孔的中心线相关,故测量活塞的基本点在于活塞销孔中心线的测量。销孔中心线的测量方式目前多是通过二次工装实现测量,这种方式精度差,人为影响因素大。针对大形长轴类零件检测:针对大形长轴类零件外形体积大、质量重移动困难无法上轮廓测量机台的特点,本解决方案将测量系统放置于零件母线上,运用直角坐标测量法,对零件的表面轮廓进行精密测量。仪器移动式,只关注被测零件的重点测量部件,被测零件的外形形态、尺寸及重量均不会影响测量。典型应用在光伏导轮、大型机械(如大型塑机、机床等)传动轴关键部位、大形精密丝杆的轮廓测量。
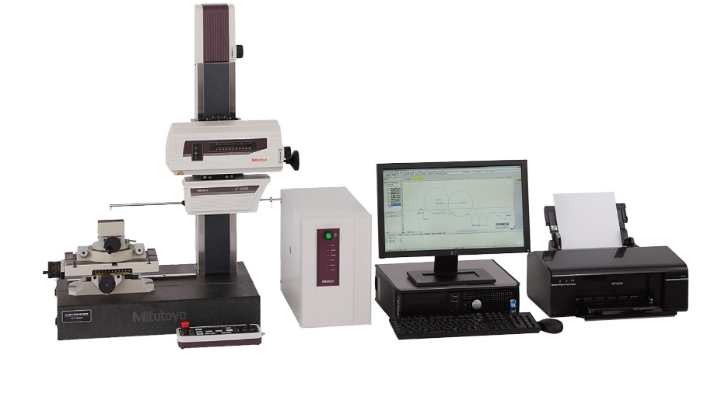
轮廓仪、粗糙度仪的区别?关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,为满足用户对粗糙度及轮廓的测量需求、提高测量效率、降低产品成本:采用光栅传感器同时满足粗糙度与轮廓尺寸的测量。超高分辨率传感器可同时满足粗糙度与轮廓尺寸的测量,测量过程中无需更换传感器。轮廓仪的应用领域广,包括制造业、医疗、建筑、艺术、文化等。

关于粗糙度仪误差校准的方法相关知识分享:粗糙度仪在测量前,通常需用标准样板进行校准。调心调平工作台目前分为两种方式:自动和手动,自动调整台虽然调节效率高,但同时其结构较为复杂,生产成本高,在追求性价比的国内市场,手动调整的工作台因为其结构简单,制造成本低的同时又可以保证较高的调心调平的精度更为用户所接受。调心调平工作台配合自主研发的高精度气浮精密转台,同时配合辅助调心软件缩短了霍梅尔粗糙度仪测量工作台的调整时间、提升了测量效率及调节的准确性,增加了用户的体验感。粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,早期一般用对比样板来评定工件表面粗糙度,从1到14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。轮廓仪,就选上海日绪精密仪器设备有限公司,让您满意,期待您的光临!杭州轮廓仪性能
轮廓仪,就选 上海日绪精密仪器设备有限公司,让您满意,有想法可以来我司咨询!安徽三维表面轮廓仪
为了评价表面轮廓(图6.2所示的实际表面轮廓)上各种几何形状误差中的某一几何形状误差,可以通过轮廓滤波器来呈现这一几何形状误差,过滤掉其他的几何形状误差。对表面轮廓采用轮廓滤波器λs抑制短波后得到的总的轮廓,称为原始轮廓。对原始轮廓采用λc滤波器抑制长波成分以后形成的轮廓,称为粗糙度轮廓。对原始轮廓连续采用λf和λc两个滤波器分别抑制长波成分和短波成分以后形成的轮廓,称为波纹度轮廓。粗糙度轮廓和波纹度轮廓均是经过人为修正的轮廓,粗糙度轮廓是评定粗糙度轮廓参数(R参数)的基础,波纹度轮廓是评定波纹度轮廓参数(W参数)的基础。本章只讨论粗糙度轮廓参数,波纹度轮廓参数有关内容可参考相关书籍及标准。零件表面宏观形状误差相关内容见本书第4章。使用接触(触针)式仪器测量表面粗糙度轮廓时,为了抑制波纹度对粗糙度测量结果的影响,仪器的截止波长为λc的长波滤波器从实际表面轮廓上把波长较大的波纹度波长成分加以抑制或排除掉;截止波长为λs的短波滤波器从实际表面轮廓上抑制比粗糙度波长更短的成分,从而只呈现表面粗糙度轮廓,以对其进行测量和评定。其传输带则是从λs至λc的波长范围。长波滤波器的截止波长λc等于取样长度lr。安徽三维表面轮廓仪
上海日绪精密仪器设备有限公司主营品牌有日绪,三丰,海克斯康,思看,发展规模团队不断壮大,该公司服务型的公司。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司(自然)企业。公司业务涵盖一键闪测仪,三维扫描仪,粗糙度轮廓仪,二次元影像仪,价格合理,品质有保证,深受广大客户的欢迎。上海日绪精密仪器自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。