粗糙度轮廓仪的测量精度取决于多个因素,包括仪器的设计和制造质量、测量环境的稳定性、操作人员的技术水平等。一般来说,粗糙度轮廓仪的测量精度可以达到以下几个方面:1.分辨率:粗糙度轮廓仪的分辨率是指它能够检测到的小高度差。一般来说,分辨率越高,测量精度越高。2.重复性:重复性是指在相同条件下,仪器对同一样品进行多次测量所得结果的一致性。重复性越好,测量精度越高。3.线性度:线性度是指仪器在不同高度范围内的测量结果与实际值之间的偏差。线性度越好,测量精度越高。4.平行度:平行度是指仪器测量平面与样品表面之间的平行度。平行度越高,测量精度越高。5.垂直度:垂直度是指仪器测量垂直于样品表面的方向的精度。垂直度越高,测量精度越高。需要注意的是,不同型号和品牌的粗糙度轮廓仪在测量精度上可能存在差异。因此,在选择和使用粗糙度轮廓仪时,需要根据具体需求和应用场景来评估其测量精度。轮廓仪可以精确地测量物体的高度、宽度、长度和曲率等参数。浙江轮廓仪的使用方法

关于粗糙度仪误差校准的方法相关知识分享:粗糙度仪在测量前,通常需用标准样板进行校准。调心调平工作台目前分为两种方式:自动和手动,自动调整台虽然调节效率高,但同时其结构较为复杂,生产成本高,在追求性价比的国内市场,手动调整的工作台因为其结构简单,制造成本低的同时又可以保证较高的调心调平的精度更为用户所接受。调心调平工作台配合自主研发的高精度气浮精密转台,同时配合辅助调心软件缩短了霍梅尔粗糙度仪测量工作台的调整时间、提升了测量效率及调节的准确性,增加了用户的体验感。粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,早期一般用对比样板来评定工件表面粗糙度,从1到14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。轴承轮廓仪检修电动轮廓仪是通过仪器的触针与被测表面的滑移进行测量的,是接触测量。

规定表面粗糙度要求的一般规则1.为保证零件的表面质量,可按功能需要规定表面粗糙度参数值,否则,可不规定其参数值,也不需要检查。2.在规定表面粗糙度要求时,应给出表面粗糙度参数值和测定时的取样长度值两项基本要求,必要时也可规定表面纹理、加工方法或加工顺序和不同区域的粗糙度等附加要求。3.表面粗糙度各参数的数值应在垂直于基准面的各截面上获得。对给定的表面,如截面方向与高度参数(Ra、Rz)最大值的方向一致,则可不规定测量截面的方向,否则应在图样上标出。4.表面粗糙度要求不适用于表面缺陷,在评定过程中,不应把表面缺陷(如沟槽、气孔、划痕等)包含进去。必要时,应单独规定表面缺陷的要求。
轮廓仪测量步骤:1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现。3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。粗糙度仪在评定参数选择:在国家标准《GB/T1031-2009表面粗糙度参数及其数值》中规定了评定表面粗糙度的参数及其数值和规定表面粗糙度时的一般规定。标准中给出了、、RSm、Rmr(c)等参数。在表面粗糙度的评定参数中,、两个高度幅度特征参数为基本参数,RSm、Rmr(c)为附加参数。这些参数分别从不同角度反映了零件的表面形貌特征,但都存在着不同程度的不完整性。因此,在具体选用时要根据零件的功能要求、材料性能、结构特点以及测量的条件等情况,适当选用一个或几个作为评定参数。轮廓仪哪个品牌好一点?表面轮廓仪生产厂家推荐。

粗糙度轮廓一体机有多便利:效率高,一次测量即可分析粗糙度和轮廓度;操作便利,无需更换传感器、测针和测杆;符合工艺要求,全局粗糙度测量分析;精度高,线性轮廓滤波器。粗糙度轮廓仪一体机具有传统的粗糙度轮廓仪无法比拟的优势。表面粗糙度是怎么形成的?表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。轮廓仪,就选上海日绪精密仪器设备有限公司。浙江轮廓仪测量
轮廓仪可以在建筑和设计领域中用于测量建筑物和结构的轮廓,以帮助设计和规划。浙江轮廓仪的使用方法
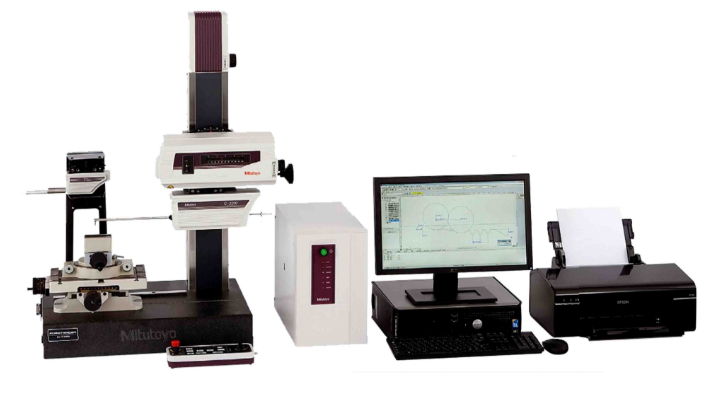
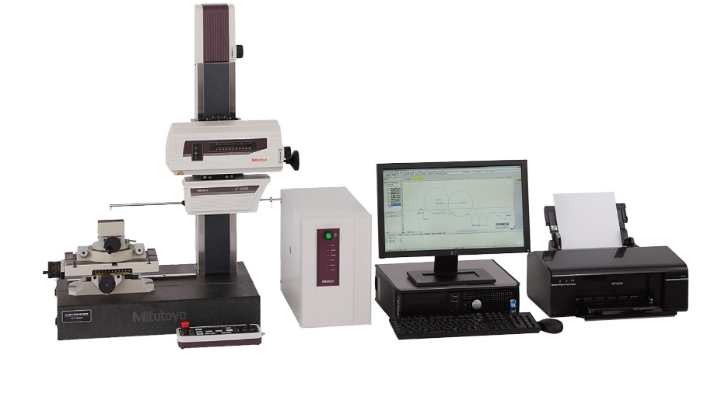
对于真正的大量程设计,Z轴传感器的实际量程为12毫米,杠杆比只为1≤2.2!比较大限度地保持了传感器的原有精度,Z轴传感器的精度是国内同行在全量程下的8倍!右杆的长度(测量针的末端)为280毫米!当杆长到足以实现同样的高度测量时,摆角较小,以避免测量过程中零件表面的一部分与测量杆之间的干扰。Z轴传感器的整体结构没有弹性元件,因此无论针的位置如何,力的测量都是平衡的。国内同行使用弹簧等弹性元件,测量针的位置不同,测量力不同,由于测量力的变化,杠杆的变形不一致,在任何时候都会产生很大的、不可修正的测量误差。根据人体工效学建模设计,操作更加方便,降低了操作者的劳动强度,减少了操作者误操作的可能性。浙江轮廓仪的使用方法
上海日绪精密仪器设备有限公司目前已成为一家集产品研发、生产、销售相结合的服务型企业。公司成立于2017-09-20,自成立以来一直秉承自我研发与技术引进相结合的科技发展战略。本公司主要从事一键闪测仪,三维扫描仪,粗糙度轮廓仪,二次元影像仪领域内的一键闪测仪,三维扫描仪,粗糙度轮廓仪,二次元影像仪等产品的研究开发。拥有一支研发能力强、成果丰硕的技术队伍。公司先后与行业上游与下游企业建立了长期合作的关系。日绪,三丰,海克斯康,思看致力于开拓国内市场,与仪器仪表行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。我们本着客户满意的原则为客户提供一键闪测仪,三维扫描仪,粗糙度轮廓仪,二次元影像仪产品售前服务,为客户提供周到的售后服务。价格低廉优惠,服务周到,欢迎您的来电!