影响药物球囊有效性的主要因素有:球囊的载药量、载药牢固度、药物释放率等。由于药物球囊要经过介入手术进入人体血液循环系统,球囊在达到血管病变部位前要经过血流冲刷,管壁摩擦等挑战,药物到达目标血管时是否有足够药物影响着产品是否有效。现有的球囊支架载药技术局限于在光滑表面上通过喷涂或者浸涂的方式进行载药,在载药量有限的同时容易在介入医疗过程中受血流冲刷导致载药损失,较终影响药物施放效果。但现有的球囊表面处理机制只能作出表面光滑的球囊,无法改善球囊表面结构,难以改善球囊表面结构来改善球囊的载药量、载药损失率及药物施放效果。球囊成型机采用了流水线生产工艺,使得生产效率更高。bw球囊模具机生产

实用新型的中心是提供一种椎体扩张球囊拉伸成型模具,该成型模具结构简单、使用方便,减少生产工序,提高生产效率,降低生产成本,球囊成品率好,且质量稳定。随着医疗水平的发展,医用导管在临床医疗中具有特殊的功能并占有重要的地位。球囊导管作为医用导管的一部分,在我国的消费量逐年增长。球囊导管能使堵塞部位的血管内径恢复到正常血管内径。目前,球囊导管成型机自动化程度较低,需要大量的工作人员进行操作,成品数量较少,工作效率较低,费时费力。计算机化球囊拉伸机价格多少球囊成型机具有机械加工、光学、电子等多方面的技术积累和应用。

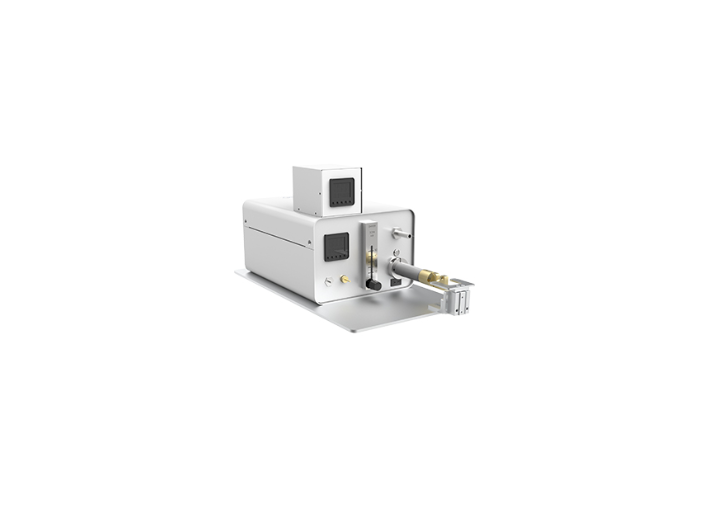
球囊设备特点:全自动调压功能输出压力及恒定系统压力。驱动马达顺时针旋转调节螺母,泵的输出压力升高,反之,则输出压力降低。当进行保压试验时,当系统压力达到设定压力值后,伺服马达会根据设定的PID 实时调整开度,保证压力的恒定,压力控制过程全程PLC 和人机界面联合控制,操作时只需输入相应的压力值及保持时间即可。止回泄压阀用于自动截断保压及卸除系统压力。保压试验结束后,打开泄压阀开关,即可卸除系统压力。在升压过程中,若误操作使系统压力高于应设定值,可适当打开泄压阀开关,卸除部分压力后重新升压。
在现有的技术上,本实用新型的目的在于提供一种安装方便、结构合理的模具。为实现上述目的,本实用新型提供如下技术方案:高分子材料球囊成型一体化模具,包括上基座、下基座、上模具以及下模具;所述上模具嵌入固定在上基座上,且位于其下表面设置的内嵌槽内;所述下模具嵌入固定在下基座上,且位于其上表面设置的内嵌槽内,所述上模具与下模具上下相对设置;所述上模具的分型面上并排设置有若干个呈半球型的上槽,且两个上槽之间通过一通槽相连通;所述下模具的分型面上设置有与上槽对称的下槽,所述下模具的分型面设置有用于使两个下槽相通的一通槽;所述上模具的分型面上设置有凸条,且凸条沿上槽与上模具的分型面之间的边缘处设置,所述下槽与下模具的分型面之间边缘处设置有与凸条相适配的倒角,所述上槽与下槽形成一个内壁平滑过度的球型腔;所述上基座与下基座内沿其长度方向设置有加热板,且加热板沿其长度方向的横截面为弧形;所述加热板的内凹面朝向基座的分型面,且加热板的内凹处正对着内嵌槽。球囊成型机采用先进的加工技术,具有高效、稳定、可靠的特点。
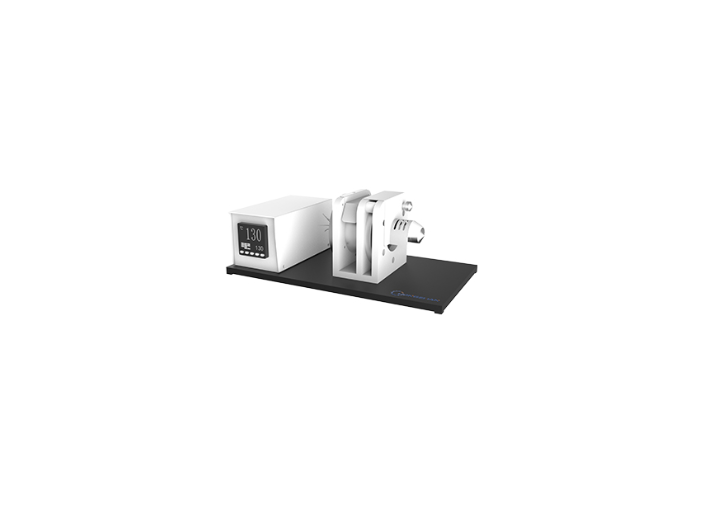
球囊成型机:触摸屏结合PLC组态设计,所有成型参数集中保存在11寸触摸屏中,更换不同模具的成型参数只需要一个按钮便可实现;关键成型参数,如温度,压力,张力采用图表显示,可直观当前的成型工艺过程;成型模具采用水冷设计,冷却速度快,模具温度从150℃冷却至25℃只需20秒左右;轴向拉伸采用伺服驱动,数字张力反馈,可分别对球囊的壁厚与颈部尺寸进行精确的控制;模具采用电阻加热器,专门用PID程序控制温度,加热迅速,温度控制精确,独特的型坯快速装载设计(专利申请中),装夹一个普通的球囊型坯只要10秒左右。设备操作简便,可通过电子控制面板实现自动化控制。新一代球囊热定型机作用
球囊成型机在医疗行业发挥着重要的作用,可以提供安全有效的介入医疗方法。bw球囊模具机生产
球囊成型机在作业时,各气缸接高压空气,水套22接冷却水,充气芯组件的气管接头319连接高压氮气;管坯从左球囊模具23伸入并穿过右球囊模具24,管坯右端端头被置于夹具的夹口内,夹紧气缸431作业实现对管坯右端头夹紧密封;管坯的左端从软管座317上开口伸入套接在工作针管段上,然后夹紧充气装置31作业,一气缸311的缸柱312向软管318移动,此时芯棒314和压紧件315以及针头316一起向软管318移动,压紧件315前端的压柱压紧软管318,从而使软管318的内壁与管坯外壁之间紧密贴合形成密封结构。两侧的气缸组作业带动左球囊模具23以及右球囊模具24向水套22内实现合模运动,水套22内设置加热棒,即在水套22内具有加热区域,当两侧的球囊模具置于该加热区域之内后停止,加热棒对球囊模具内的管坯进行加热,使其受热软化,然后从气管接头319通入的高压氮气通过芯棒314内的进气孔进入针头316,然后再从针头316通入管坯内,高压氮气作用在管坯上被加热的部分进行吹成型,然后水套22通入冷却水对水套22加热区进行冷却,使被吹成型的球囊受冷定型,取出球囊完成一个生产过程。bw球囊模具机生产
上海昊丰医疗科技有限公司位于中国(上海)自由贸易试验区临港新片区正博路356号9幢三层东侧,交通便利,环境优美,是一家生产型企业。是一家私营有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司拥有专业的技术团队,具有球囊产线设备,导管产线设备,导丝产线设备等多项业务。上海昊丰以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。