我们要确定一根电缆线的能带多少功率,首先得确定各种决定因素,这里介绍影响电线电缆功率的因素之受环境温度的影响。像我们在考虑大多数电线电缆的载流量的时候,基本上都是属于的常温,也就是大多数是按照25℃来进行选择了。但是大家一定要知道,电线或者是电缆的载流量会随着温度的升高而降低。例如6平方铜芯导线在25℃时的载流量是48安,那么到达35℃时,它的载流量可能只是有45安。所以说环境温度的影响导致流量下降得还是很厉害的。因此,对于电缆的敷设,对环境都有严格的要求。电力电缆由缆芯导体、绝缘层、保护层组成,缆芯导体通常采用铜或铝制成。长期销售古河电工FURUKAWA电线公司

常见的使用注意事项:一、电缆连接处的连接螺栓应该链接紧。二、电缆的扭曲半径应该大于曲率半径。三、电缆安装时,电缆的连接相色不能链接错误。四、电缆连接时,两头的链接标识应当完全一致。五、电缆和插件连接时须注意防水,禁止用水清洗任何电气设备。六、禁止使用有机械损伤的电缆,不能出现人在电缆上面走的情况。七、电缆不能放置于含有酸、碱、腐蚀性高的地方(除非特殊情况)。八、电缆拆卸时,不能大力拖动电缆,这样容易导致电缆损坏以及外部链接脱落。九、电缆连接时,注意检查电缆和电机的绝缘但禁止电缆连上逆变模块后测试绝缘。十、禁止带电插拔插件,且不同情况下的电缆安装,应该按照相应规定和操作流程完成,包括后期的维护和管。日本代理富士电线工业FUJI E.W.C电缆线路优点:供电可靠性高直埋电缆及沟、隧道敷设电缆,不受雷电、风害、挂冰等恶裂气象条件的影响。

电线电缆产品制造的工艺特征设备多电线电缆制造使用具有本行业工艺特点的生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。电线电缆的制造工艺和设备的发展密切相关,互相促进。新工艺要求,促进新设备的产生和发展;反过来,新设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。
塑料电线电缆制造的基本工艺流程1.铜、铝单丝拉制电线电缆常用的铜、铝杆材,在常温下,利用拉丝机通过一道或数道拉伸模具的模孔,使其截面减小、长度增加、强度提高。拉丝是各电线电缆公司的首道工序,拉丝的主要工艺参数是配模技术。2.单丝退火铜、铝单丝在加热到一定的温度下,以再结晶的方式来提高单丝的韧性、降低单丝的强度,以符合电线电缆对导电线芯的要求。退火工序关键是杜绝铜丝的氧化.3.导体的绞制为了提高电线电缆的柔软度,以便于敷设安装,导电线芯采取多根单丝绞合而成。从导电线芯的绞合形式上,可分为规则绞合和非规则绞合。非规则绞合又分为束绞、同心复绞、特殊绞合等。为了减少导线的占用面积、缩小电缆的几何尺寸,在绞合导体的同时采用紧压形式,使普通圆形变异为半圆、扇形、瓦形和紧压的圆形。此种导体主要应用在电力电缆上。4.绝缘挤出塑料电线电缆主要采用挤包实心型绝缘层。正确选购电缆线的方法:假冒劣质电缆线的外观粗糙无光泽。

特点:1、电性能。导电性能---大多数产品要求良好的导电性能,个别产品要求有一定的电阻范围。电绝缘性能---绝缘电阻、介电系数、介质损耗、耐电特性等。传输特性---指高频传输特性、抗干扰特性等。2、机械性能。指抗拉强度、伸长率、弯曲性、弹性、柔软性、耐震动性、耐磨耗性以及耐机械力冲击等。3、热性能。指产品的耐温等级、工作温度电力传输用电线电缆的发热和散热特性、载流量、短路和过载能力、合成材料的热变形性和耐热冲击能力、材料的热膨胀以及浸渍或涂层材料的滴落性能等。电线电缆正确的选购方法:国标要求内芯一定要用无氧铜。非标的如黑杆铜,可能存在事故隐患。日本进口大电DYDEN电线价格
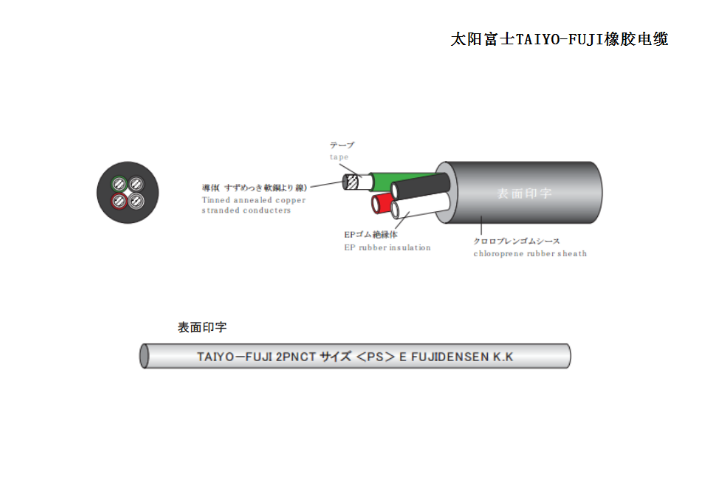
耐火电线电缆的结构和普通电线电缆基本相同。长期销售古河电工FURUKAWA电线公司
无机绝缘包制绝缘日本电缆一般采用无机包带和丝,采用日本电缆采用工艺加工而成。耐火包带作为耐高温材料,在800℃时仍能正常保持绝缘性能,因而是耐高温日本电缆的主要材料之一;无碱玻璃丝为无机硅材料,具有一定绝缘性,熔化温度为600℃以上,采用编织工艺加工,也作为加强件;以上两种材料不能形成密封性和紧密的绝缘,因而通过涂无机固化漆、硅微粉和硼砂等,才能形成绝缘体。在无机材料中,耐高温的材料较多,但可加工性和成形性较差,按以上方法形成日本电缆绝缘也易于损坏,根据选取材料不同可制成工作温度500℃、800℃,甚至于1000℃的日本电缆,除此之外导体应选用镀镍铜导体或相匹配的耐高温合金导体长期销售古河电工FURUKAWA电线公司