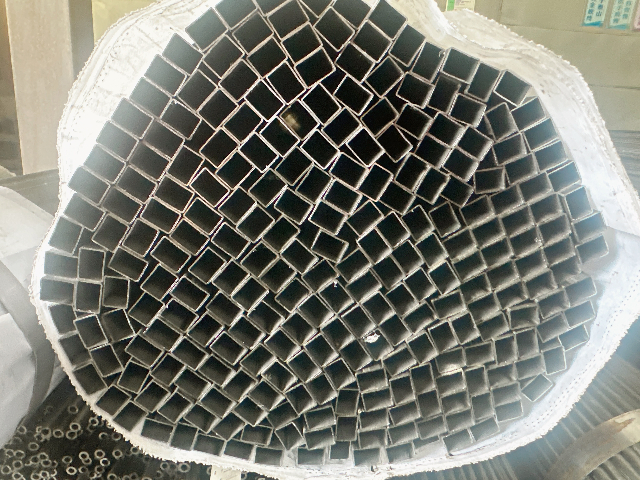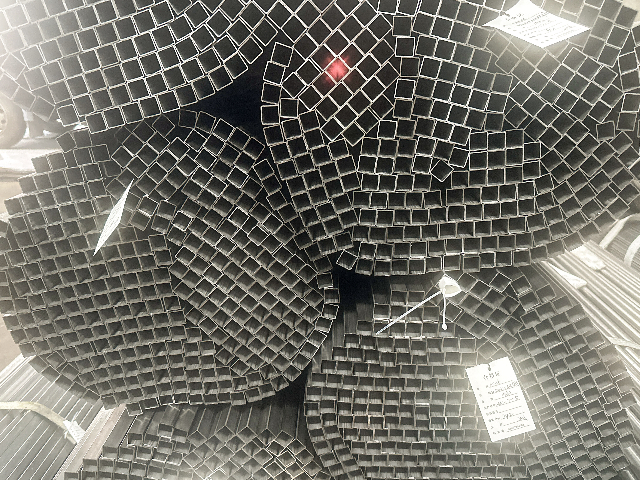
脚手架用的架子管,通常采用Q235B热轧带钢经高频焊接成型,标准规格为Φ48.3×3.6mm(外径×壁厚),长度6米为主,可通过冷拔工艺定制不同壁厚。其强度经热轧处理后屈服强度达235MPa以上,单根立杆承载力超2吨,通过力学计算的网格间距(横距1.5米、纵距1.8米)搭建时,整架可承受3kN/㎡的...
焊管基本参数
- 品牌
- 锦润钢管
- 材质
- Q195、Spcc、Recc、20钢、Q235等
- 涂层
- 黑管/不镀涂,镀锌管,镀铝管
- 截面形状
- 异型管,椭圆管,方管,圆管,矩形管
焊管企业商机
焊管材质选择需综合工况环境、载荷特性及成本预算等多维因素。普通碳钢(如Q235B)碳含量≤0.22%,屈服强度235MPa,焊接性好成本较不锈钢低40%-60%,适用于建筑脚手架(Φ48.3×3.6mm)、市政给排水等对耐蚀性要求不高的场景,保障房项目采用Q235B焊管较不锈钢节省30%管材成本。不锈钢焊管(304/316L)因铬镍合金形成钝化膜,在pH1-14介质中耐蚀性突出,316L在海水环境中年腐蚀率<0.01mm,用于食品厂无菌管道(内壁电解抛光Ra≤0.8μm)、海洋平台栈桥。低合金钢(Q355ND)添加钒铌合金,-20℃冲击功≥34J,用于天然气管道(设计压力6.3MPa)时,较Q235B壁厚可减薄20%;合金钢(15CrMo)通过珠光体强化,450℃高温下持久强度≥180MPa,适用于炼油厂高温蒸汽管道,避免蠕变失效。企业依据NACEMR0175等标准,针对H₂S分压>0.3kPa的酸性环境,选用双相不锈钢焊管(2205)以抵抗应力腐蚀开裂。温室大棚:大棚骨架采用热镀锌焊管,防锈蚀且能承受风雪载荷。江苏去內毛刺焊管采购

对于使用中的焊管,定期的维护与保养是延长其使用寿命的关键。首先,要定期检查焊管的表面,查看是否有腐蚀、磨损等情况。如果发现表面有轻微的腐蚀,可以及时进行除锈处理,并涂抹防腐漆进行保护。对于暴露在室外的焊管,要特别注意防止雨水、湿气等对其造成腐蚀,必要时可以采取覆盖等防护措施。在一些有压力的管道系统中,要定期检测焊管的压力情况,确保其在规定的压力范围内运行,避免因超压导致焊缝破裂等安全事故。同时,要注意管道系统中的介质对焊管的影响,如果介质具有腐蚀性,要采取相应的防腐措施,如添加缓蚀剂等。此外,对于连接部位的焊缝,要重点检查是否有松动、渗漏等问题,及时进行修复和紧固。盐城光亮焊管订制异型管由普通碳结构钢及 16Mn 钢带焊接而成,包括方管、矩形管、帽管、空橡胶钢门窗钢管等。

品种规格丰富是焊管得以应用的核心竞争力。在管径参数上,焊管覆盖范围极大,小管径小到可精确至几毫米,常用于医疗器械、精密仪器等对精度要求极高的领域;大管径可达数米,满足大型市政工程、能源输送管道的需求。壁厚方面,焊管生产具备高度灵活性,企业可依据实际工况中的压力等级与强度需求,定制差异化产品。薄壁焊管凭借轻盈的重量与良好的延展性,适用于低压流体输送、家具制造等场景;厚壁焊管则以承压能力与结构强度,胜任重型机械制造等严苛条件。此外,焊管的形状设计极具创意与实用性,除传统圆形外,方形、矩形、椭圆形等异形焊管在建筑装饰领域备受青睐。以商业综合体为例,方形和矩形焊管搭建的外立面框架,凭借独特的几何轮廓,不仅强化了建筑的立体视觉效果,还能通过不同的排列组合与表面处理,塑造出现代简约、工业复古等多元风格,为城市空间注入独特的美学价值。
碳素结构钢材质焊管以Q235系列为碳素结构钢焊管,碳含量适中,综合力学性能良好。其强度在一般工程应用中能够满足需求,屈服强度约为235MPa,具有较好的塑性和韧性,易于加工成型和焊接。在建筑行业用于搭建脚手架、一般建筑框架时,可凭借自身强度承受一定荷载,且在受到外力冲击时,塑性和韧性使其不易突然断裂。然而,由于碳含量相对较高,在潮湿环境或接触腐蚀性介质时,耐腐蚀性较差,容易生锈,需要通过镀锌等表面处理方式增强耐蚀性,否则使用寿命会受到影响。在生产工艺方面,碳素结构钢焊管常采用钢板或带钢为原料。原料经矫平、剪切对焊后,进行铣边处理,保证边缘平整。成型时,可通过直缝成型或螺旋成型工艺将板材卷曲成管。直缝成型多采用高频电阻焊或电弧焊,高频电阻焊生产效率高,适用于大批量生产;电弧焊则可获得更高的焊接质量。成型后的焊管需进行矫直、切断等工序,根据需求进行水压试验、探伤检测等质量检验,确保产品质量符合标准。焊管生产流程包含原材料开卷、平整、端部剪切及焊接、活套、成形、焊接、内外焊珠去除、预校正等多个环节。

从焊缝形状来看,焊管分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单直接,生产效率高,成本低,在小口径焊管生产中优势明显,如常见的建筑装饰用管、小型机械结构用管等多为直缝焊管。螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还能用同样宽度坯料生产不同管径的焊管。不过,与相同长度直缝管相比,其焊缝长度增加30-100%,生产速度较低。在大口径油气输送管道、大型建筑结构支撑管等领域,螺旋焊管凭借自身优势得到广泛应用。农业灌溉:农田的喷灌、滴灌系统使用薄壁焊管,成本低且便于铺设维护。盐城内刮焊管直销
大口径焊管则主要应用于石油、天然气输送管道等大型工程。江苏去內毛刺焊管采购
焊管生产质量控制贯穿全流程,构建从原材料到成品的闭环管控体系。原材料环节需对钢带进行光谱分析(确保C、S、P等元素偏差≤0.01%)和拉伸试验(屈服强度波动≤5%),壁厚均匀性控制在±0.05mm以内。焊接过程中,厚壁管(≥6mm)采用埋弧焊时,需按JB/T4709规程设定电流600-650A、电压32-36V、焊速40-50cm/min,确保熔深达板厚60%-70%;薄壁管(≤3mm)高频焊需控制频率300-400kHz、挤压辊压力8-12MPa,使热影响区≤1mm。焊后执行“三检制”:外观检查(焊缝余高≤1.5mm)、超声检测(GB/T2970I级标准,检出Φ2mm缺陷)、水压试验(1.5倍设计压力保压10min)。江苏去內毛刺焊管采购
与焊管相关的文章
与焊管相关的产品

与焊管相关的新闻
-
镇江去內毛刺焊管采购 2026-01-25 03:06:57焊管生产工艺简单这一特性,带来了诸多不可忽视的优势。从生产实施层面来看,简单的工艺极大地降低了生产难度,企业无需大量费用用于技术研发与复杂工艺探索,也无需配备高学历、高技术的人才团队,依靠基础的生产技术和操作人员培训,就能顺利开展生产工作,大幅节省了企业的技术研发成本与人力培训成本。在市场竞争格局中...
-
舟山薄壁焊管厂家 2026-01-25 09:06:23随着科技的不断进步,小口径精密圆管的市场前景一片光明。无锡锦润钢管有限公司敏锐地捕捉到了这一趋势,不断加大研发投入。公司积极引进先进的生产设备与技术人才,致力于研发更高精度、更优性能的小口径精密圆管。未来,随着 5G 技术、新能源汽车等新兴产业的蓬勃发展,对小口径精密圆管的需求将持续增长。无锡锦润钢...
-
去內毛刺焊管供应 2026-01-24 10:07:17螺旋焊管以带钢卷板为原料,在常温环境下开启精密的挤压成型之旅。生产伊始,开卷工序如同揭开神秘面纱,将紧密缠绕的带钢卷缓缓舒展;进行矫平,为后续加工奠定良好基础。剪切对焊把不同卷的带钢无缝衔接,确保原料供应的连续性;铣边操作精细打磨边缘,让带钢边缘光滑规整,提升焊接质量。板边预弯赋予带钢初步弧度,为成...
-
江苏流体焊管供应 2026-01-24 08:08:10低压流体输送用镀锌焊接钢管,俗称白管,是在一般焊管的基础上,经过热浸镀锌处理而成的管材。在制造过程中,将一般焊管浸入熔融的锌液中,高温下锌与铁发生化学反应,在钢管表面形成一层致密且较厚的镀锌层,这层镀锌层如同坚固的铠甲,为钢管提供了强大的防护。它常用于输送水、煤气、空气、油及取暖蒸汽、暖水等一般较低...
与焊管相关的问题
与焊管相关的标签