- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
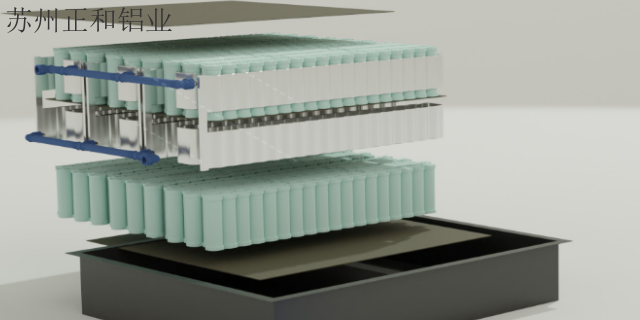
微通道扁管。背景技术:微通道换热器是利用精密加工技术和微加工技术生产制造的通道当量直径在10μm-1000μm之间的微型散热器。由于微通道的尺寸效应,单位体积传热面积高,使得微通道换热器相比于传统换热器具有很高的换热效率。目前铝合金微通道扁管在市场上有两种生产制造方式:一种是通过铝合金杆为原料采用连续挤压形成扁管;另一种是以***铝合金圆锭为原料采用分流焊合挤压工艺成形,在该工艺中,金属坯料被分流孔分流后,在焊合室中进行重新焊合形成封闭截面,而后从芯棒和凹模的工作带挤出成为管材。两种生产方法相比,前一种方法得到的扁管通常耐腐蚀性能较差;后一种方法中,金属经历了一个固态焊合过程,焊合位置力学性能不够稳定。技术实现要素:本实用新型的目的在于提供一种微通道扁管,其耐腐蚀性能强并且力学性能稳定。苏州正和铝业液冷总成提供者,微通道扁管、液冷板等产品定制。江苏品质微通道扁管优点

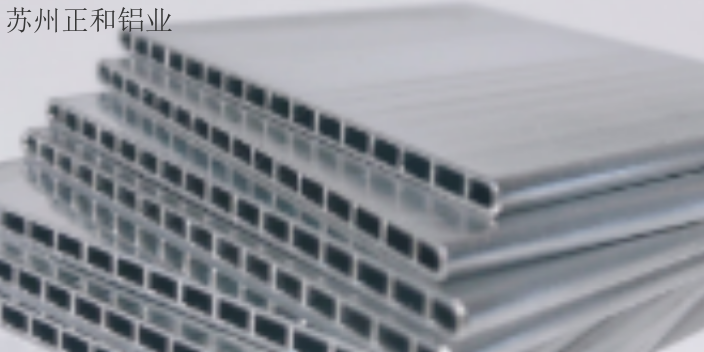
可以理解的是,由于连接桥3的存在,单块板1的中间是指单块板1的中间区,即连接桥3。当微通道22数目不同时,折法也会相应的发生变化,并不局限于上述四种折法。对于单排扁管2的微通道22数目,可根据实际需要进行设置,本发明实施例对此不做限定。为了有效提高微通道扁管的换热效率,上述实施例提供的微通道扁管中,连接桥3开设有通孔32。这样,改变了气流方向,加强了气流间交涉,有效增加了空气与微通道扁管的换热面积,从而提高了微通道扁管的换热效率。微通道22的形状存在多种,为了便于生产和制造,上述实施例提供的微通道扁管中,微通道22包括:位于两侧的边通道和位于两个边通道之间的中间通道;中间通道呈U型或者V型。可以理解的是,中间通道呈U型时,相邻的两个中间通道中,一个为正U型,另一个为倒U型;中间通道呈V型时,相邻的两个中间通道中,一个为正V型,另一个为倒V型。西藏好的微通道扁管设计微通道扁管公司的联系方式。

本发明实施例提供了一种微通道扁管生产方法,提高了微通道扁管的品质,从而提高微通道扁管的使用寿命。下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。如图1所示,本发明实施例提供的微通道扁管生产方法,具体包括步骤:S01:选取单块板1,该单块板1的表面喷涂有助焊剂:单块板1的大小需要根据所需微通道扁管的大小进行选择。单块板1的材料根据微通道扁管的性能进行选择。为了提高微通道扁管的性能,优先选择单块板1为复合铝板。当然,也可选择单块板1为其他材料的板,例如铝板、铜板等,只要能够满足微通道扁管的使用要求即可。在单块板1的表面喷涂助焊剂,为后续折叠单块板1形成双排扁管提供前提。对于助焊剂的类型,可根据实际需要进行选择,本发明实施例对此不做限定。
微通道铝扁管的制作工艺:综合使用调试能力主要包括按照产品生产要求对各种设备进行选择、改造、调试和组合的能力;在线喷锌及控制技术;钎料辊涂在线检测、缺陷标记和控制反馈技术; 产品开卷、精整、矫直和无屑切割技术等。应变和快速反应的能力主要表现为对生产过程中出现的各类问题及时发现根源并能否找出解决办法能力和快速反应机制。
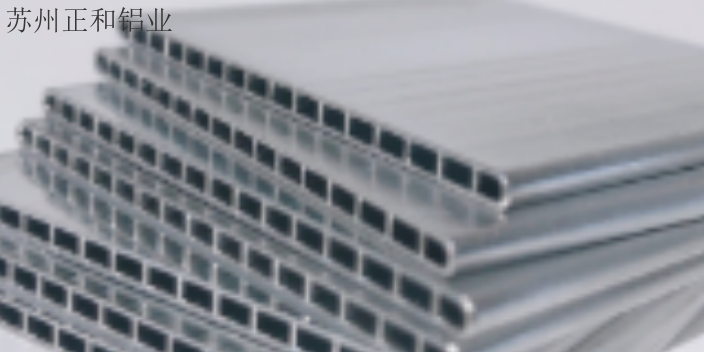
挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。 微通道扁管 ,就选正和铝业,用户的信赖之选,欢迎您的来电哦!

微通道扁管是一种高效、节能的换热器材料,其独特的结构设计使得热量传递更加迅速、均匀,从而提高了换热效率。与传统的管式换热器相比,微通道扁管可以减少体积和重量,使得设备更加紧凑,适用于空间有限的场合。微通道扁管采用铝合金材料制造,具有良好的耐腐蚀性和耐高温性能,可在恶劣环境下长期稳定运行。微通道扁管广泛应用于汽车、航空航天、电子、化工等领域,为这些行业提供了高效、可靠的换热解决方案。微通道扁管的制造工艺先进,生产过程严格控制,确保产品质量稳定可靠。微通道扁管的设计灵活多样,可根据客户需求进行定制,满足不同行业、不同应用场景的换热需求。正和铝业致力于提供微通道扁管 ,有想法可以来我司咨询。天津认可微通道扁管生产
正和铝业为您提供微通道扁管 。江苏品质微通道扁管优点
微通道扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。江苏品质微通道扁管优点
- 西藏蛇形微通道扁管优点 2024-06-20
- 湖南品质微通道扁管五星服务 2024-06-20
- 内蒙古微通道扁管批发 2024-06-20
- 西藏放心选微通道扁管厂家直销 2024-06-20
- 辽宁钎焊微通道扁管批量定制 2024-06-20
- 北京微通道扁管批量定制 2024-06-20
- 福建实在微通道扁管供应商 2024-06-20
- 宁夏底面换热微通道扁管供应商 2024-05-01