企业商机
首页 > 企业商机
首页 > 企业商机

电炉烟气全余热回收装置,采用高低压、自然、强制复合循环的汽化冷却系统成功回收了电炉第四孔出口烟气约2100~80℃的余热,同时降低了烟气温度,通过与电炉密闭罩及屋顶除尘罩混风后,使得烟气温度达到250...

烟道是工业锅炉排放烟气的主要通道,如果设计不合理,锅炉在运转过程中产生的烟气就无法正常排出锅炉外边,继而对锅炉造成伤害。因此,合理的实际烟道是保证锅炉烟气正常排出的必要条件,烟道如何设计才更合理,下面...
锅炉烟道温度低怎么回事?(1)受热面结焦、积灰。无论是炉膛的水冷壁结渣积灰,还是过热器、对流管束、省煤器和预热器积灰都会因烟气测的热阻增大,传热恶化使烟气的冷却效果变差,导致锅炉排烟温度升高。解决受热...
常州硕德环保机械有限公司位于常州市武进区雪堰镇,它与吴文化发源地阖闾城相邻,傍以秀美江南之太湖,依于灵山大佛脚下。环境优美,交通便利,地理位置优越。公司现拥有下料、弯管、焊接、加工、装配、理化、计量、...
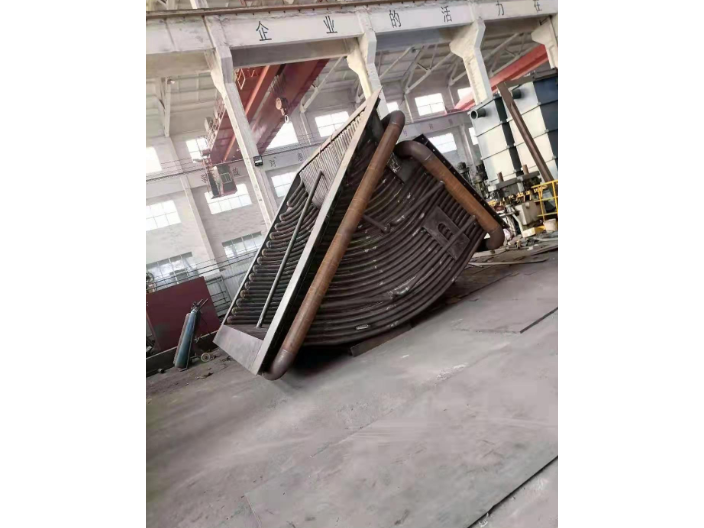
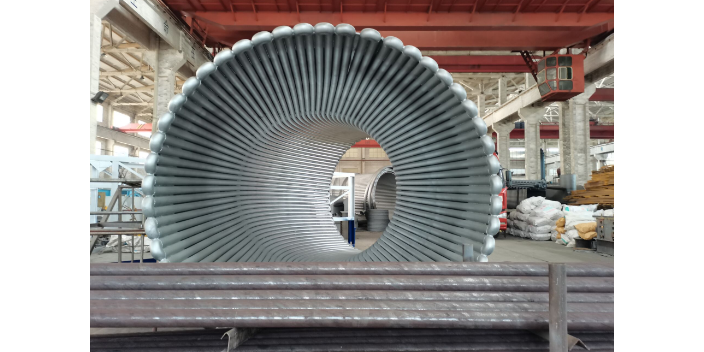
新型由排管体,其上固定的安装吊耳1,连接法兰9,加强圈13及总出水管3和总进水管4组成。其中加强圈13焊接在排管体上起加固作用。排管体由密排式的钢管10及90°弯头7和180°弯头8焊接而成。总进水管...

袋式除尘器滤袋损坏也会导致除尘器除尘效果差。滤袋损坏后,含尘气流将直接排出,过滤器后面的排气筒出口将排出灰。袋式除尘器滤袋安装不正确也会导致除尘效果差。如果滤袋开口处的弹性膨胀环未与花板孔完全闭合,则...

余热锅炉,是指利用各种工业过程中的废气、废料或废液中的余热及其可燃物质燃烧后产生的热量把水加热到一定工质的锅炉。余热锅炉由锅筒、活动烟罩、加料管(下料溜)槽、氧口、氮封装置及氮封塞、人孔、微差压取压装...

工业除尘器是一个干燥的灰尘过滤器。适用于捕集细、干、无纤维粉尘。滤袋由机织滤布或无纺毡制成,含尘气体由纤维织物过滤器作用过滤。当含尘气体进入工业除尘器时,由于重力的作用,会有大颗粒和大比重的粉尘将沉降...

工业除尘器的阻力在除尘器的设计中已经确定,但在除尘器的运行中,如果发现除尘器的阻力在短时间内快速增长,则意味着工业除尘器存在问题,应该进行修复和调整。阻力过大的原因可以分为两种类型:1.系统运行后,工...

粉尘不仅威胁人类健康,还阻碍了工业发展的步伐。工业除尘器已经从单一的环保发展成为工业不可或缺的生产设备。随着除尘设备的普遍使用,现代工业必将开启绿色工业的大门。工业除尘器的电源由控制箱、升压变压器和整...

电动钢包车是一种使用电动驱动系统的货车,其主要结构和组成部分如下:1.车身结构:电动钢包车的车身通常由钢材制成,具有坚固的结构和良好的承载能力。车身包括车顶、车厢、车门等部分。2.电动驱动系统:电动钢...

阀门是一种用于控制流体(液体、气体或蒸汽)流动的装置。它通常由一个可旋转或可移动的阀体和一个与之配合的阀座组成。阀门的主要功能是允许或阻止流体通过,以控制流体的流量、压力和方向。阀门广泛应用于各种工业...

对阀门进行清洗和维护是确保其正常运行和延长使用寿命的重要步骤。以下是一些常见的清洗和维护阀门的方法:1.清洗阀门:首先关闭阀门并卸下连接管道。使用适当的清洁剂和刷子清洁阀门内外表面,特别是阀门座和密封...
阀门在日常生活中无处不在。家庭中的自来水管道上就安装有多种阀门,如总水阀用于控制整个家庭用水的通断,在维修管道或发生紧急情况时可迅速关闭水源。水龙头实际上也是一种简单的阀门,通过旋转或扳动把手来调节水...
阀门是一种用于控制流体(液体、气体或蒸汽)流动的装置。它通常由一个可旋转或可移动的阀体和一个与之配合的阀座组成。阀门的主要功能是允许或阻止流体通过,以控制流体的流量、压力和方向。阀门广泛应用于各种工业...
随着科技的不断进步,阀门技术也在持续创新。智能化是当前阀门发展的重要趋势之一,智能阀门能够实时监测自身的运行状态,如流量、压力、温度等参数,并通过传感器将数据传输给控制系统。操作人员可以远程监控阀门的...

电动钢包车的外观设计通常会考虑到工业环境的特殊要求。首先,外观设计会注重车辆的耐用性和可靠性。钢包车通常在工业环境中使用,需要经受各种恶劣条件的考验,如高温、低温、湿度、灰尘等。因此,车辆的外观设计会...
电动钢包车广泛应用于钢铁冶炼、铸造等行业。在钢铁厂中,它主要用于将装满钢水的钢包从转炉、电炉等炼钢设备运输到连铸机或精炼炉等后续工序,实现钢水的连续生产。在铸造厂,电动钢包车则用于将钢水运输到铸造车间...

冷弯法兰是一种通过冷加工工艺成型的管道连接部件。它主要由金属板材或管材经过特定的冷弯设备和模具加工而成。与传统的热加工法兰不同,冷弯法兰在加工过程中不经过高温加热,从而保持了金属材料原有的组织结构和力...
冷弯法兰的制造过程中需要注意以下技术细节:1.材料选择:选择合适的材料非常重要,通常使用的材料包括碳钢、不锈钢和合金钢。材料的选择应考虑到法兰的使用环境和要求。2.弯曲半径:冷弯法兰的弯曲半径应根据材...
电动钢包车的防腐蚀措施主要包括以下几个方面:1.表面涂层:在车辆的外表面涂上一层防腐蚀涂层,如喷涂防锈漆、烤漆等,以阻隔空气和水分对钢材的腐蚀。2.防护膜:在车辆表面涂覆一层防护膜,如聚氨酯膜、聚酯膜...
电动钢包车的故障诊断和维修流程通常包括以下步骤:1.故障检查:首先,检查车辆是否有任何明显的故障迹象,如电池电量不足、电机异常声音等。同时,检查车辆的电路连接是否正常。2.故障诊断:使用专业的故障诊断...
电动钢包车的基本工作原理是将电能转化为机械能,驱动车辆运行。其工作原理主要包括电能供应、电动机驱动和传动系统。首先,电能供应是电动钢包车工作的基础。电动钢包车通常搭载锂电池组,通过充电器将电能储存到电...
电动钢包车是一种使用电动驱动系统的货车,其主要结构和组成部分如下:1.车身结构:电动钢包车的车身通常由钢材制成,具有坚固的结构和良好的承载能力。车身包括车顶、车厢、车门等部分。2.电动驱动系统:电动钢...

冷灰器是一种用于处理燃烧过程中产生的灰尘和烟气的设备。它的主要功能是通过冷却和过滤的方式将烟气中的灰尘和颗粒物去除,以减少对环境的污染和对人体健康的影响。冷灰器的工作原理是将烟气通过冷却装置,使其温度...
要避免电动钢包车在运输过程中发生物质泄漏,可以采取以下措施:1.选择合适的包装材料:使用高质量、耐用的包装材料,如塑料袋、密封容器等,确保物质在运输过程中不会破裂或泄漏。2.加强包装密封性:确保包装材...

电动钢包车广泛应用于钢铁冶炼、铸造等行业。在钢铁厂中,它主要用于将装满钢水的钢包从转炉、电炉等炼钢设备运输到连铸机或精炼炉等后续工序,实现钢水的连续生产。在铸造厂,电动钢包车则用于将钢水运输到铸造车间...

冷灰器是一种用于处理工业烟气中的灰尘和颗粒物的设备。它可以帮助企业提高生产效率的几个方面:1.环境保护:冷灰器可以有效地捕捉和收集烟气中的灰尘和颗粒物,防止其释放到大气中,从而减少空气污染和对环境的影...
电动钢包车的售后服务保障主要包括以下几个方面:1.售后服务承诺:正规的电动钢包车厂家会提供售后服务承诺,包括保修期限、维修范围等。消费者在购买时应仔细了解厂家的售后承诺,并保留好购车合同和相关凭证。2...

冷弯法兰的质量检测是确保其符合标准和要求的重要步骤。以下是对冷弯法兰进行质量检测的一般步骤:1.外观检查:检查冷弯法兰的表面是否平整、无明显划痕、裂纹或其他缺陷。确保法兰的外观符合标准要求。2.尺寸测...
2026.01.07 新疆扁铁冷弯法兰加工厂家
2026.01.06 上海高压冷弯法兰公司排名
2026.01.05 海南20吨电动钢包车哪家好
2026.01.04 山西不锈钢冲压件产品
2026.01.03 北京汽车冲压件产品
2026.01.02 安徽智能电动钢包车怎么选购
2026.01.01 海南箱式冷灰器生产厂家
2025.12.31 福建精密冲压件加工
2025.12.30 江苏精密冲压件型号
2025.12.29 浙江五金冲压件直销
2025.12.28 江苏冲压件
2025.12.27 广东加工冲压件产品
2025.12.25 安徽求购冲压件型号
2025.12.24 河南热风炉冷灰器厂家
2025.12.22 安徽重载电动钢包车价格是多少
2025.12.21 辽宁液压冷弯法兰公司排名
2025.12.20 山西无动力高效冷灰器怎么选
2025.12.19 甘肃滚筒冷灰器哪家好
2025.12.18 山东专业冷弯法兰选购
2025.12.17 云南高效电动钢包车费用