一个的钣金机箱,不仅要具备出色的性能和安全性,还要注重便捷维护与长久耐用。我们的钣金机箱采用模块化设计,使得用户可以轻松拆卸和更换内部组件,降低了维护成本和时间成本。同时,我们注重机箱的耐用性设计,通过采用的金属材料和先进的制造工艺,确保了机箱在长时间使用下依然能够保持良好的性能和外观。我们还对机箱进行了严格的耐久性测试,包括振动测试、冲击测试、腐蚀测试等,以确保其能够在各种恶劣环境下依然能够保持稳定。此外,我们还提供了完善的售后服务体系,包括技术支持、维修服务等,以确保客户在使用过程中遇到任何问题都能够得到及时有效的解决。我们的目标是为客户提供一款既美观又实用、既稳定又耐用的钣金机箱,成为他们电子设备的重要组成部分。稳定性能的钣金机箱,在不同电压波动下仍能正常工作,保障设备运行。钣金钣金机箱设计方案
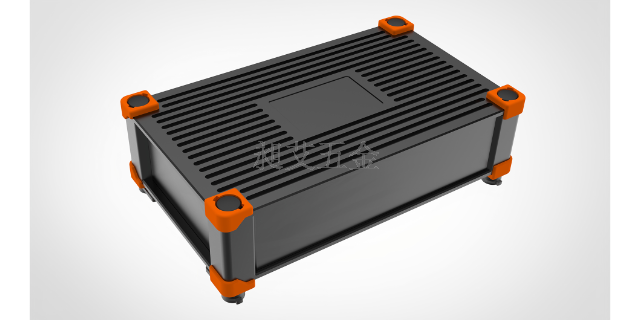
在交通、航空航天等领域,钣金机箱需具备良好的抗震性能,以应对运输、使用过程中的振动冲击。抗震设计中,首先在机箱底部安装减震脚垫,采用丁腈橡胶材质,可有效吸收垂直方向的振动能量,减震效率达 80% 以上。对于内部精密元件,通过定制化减震支架固定,支架与箱体之间采用弹簧、橡胶垫组合的减震结构,可缓冲水平、垂直方向的振动冲击,例如在车载设备机箱中,此类减震结构能确保设备在车辆行驶颠簸时正常运行。在运输保护方面,针对大型钣金机箱,采用木质包装箱配合珍珠棉、气泡膜多层防护,包装箱内部根据机箱形状定制卡槽,固定机箱位置,避免运输过程中发生位移、碰撞。同时,在包装箱外部粘贴易碎、防潮标识,提醒物流人员规范操作,确保产品安全送达客户现场。2U钣金机箱加工良好绝缘的钣金机箱,防止漏电事故,保障操作人员与设备的安全。
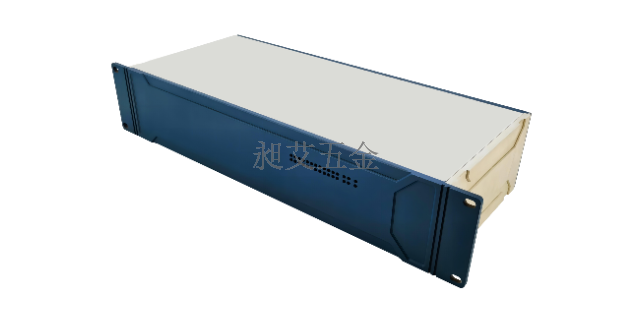
设备运行时产生的热量若无法及时散发,会导致元件老化加速、故障频发,因此散热设计是钣金机箱的重要考量因素。针对高功率设备,如服务器、电源设备的机箱,采用分层式散热设计,将发热元件集中安装在机箱后部,通过后部安装的热管散热器、散热鳍片,快速传导热量。同时,在机箱顶部设计为可拆卸式防尘网,配合顶部安装的离心风机,形成从上至下的空气对流,提升散热效率。对于户外高温环境使用的机箱,引入相变材料散热技术,在机箱内壁粘贴相变材料板,当箱内温度升高时,相变材料吸收热量并发生相变,温度降低时释放热量,实现被动散热,减少风机运行能耗,提升设备能效。通过散热优化设计,可使钣金机箱内设备的能耗降低 15% - 20%,同时延长元件使用寿命 3 - 5 年。
在现代工业设计与制造领域,钣金机箱以其独特的魅力占据了举足轻重的地位。作为一种通过冲压、折弯、焊接等工艺加工而成的金属外壳,钣金机箱不仅承载着保护内部电子元件的重任,更以其精美的外观和坚固的结构,成为众多电子设备不可或缺的组成部分。从精密的服务器机柜到小巧的嵌入式系统外壳,钣金机箱的应用范围广泛,满足了不同行业对设备防护、散热及美观性的多样化需求。其设计往往兼顾实用与美学,通过合理的内部结构布局与通风设计,确保设备在度运行下的稳定性和寿命。同时,多样化的表面处理工艺,如喷塑、电泳、阳极氧化等,为钣金机箱增添了丰富的色彩与质感,使其能够更好地融入各种应用场景,无论是数据中心、工业自动化还是消费电子领域,都能找到与之匹配的完美解决方案。便捷拉手的钣金机箱,方便开启关闭,操作手感舒适,提高使用便利性。
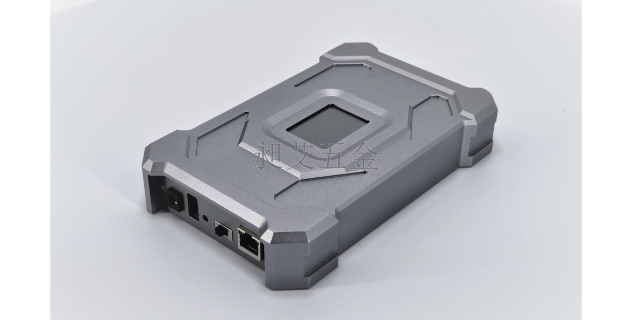
钣金机箱的材质主要有冷轧钢板、不锈钢、铝合金三种,特性差异,需根据使用环境、负载需求、成本预算选择:冷轧钢板材质:优势是强度高(抗拉强度 450-550MPa)、抗变形能力强,适合承载重型设备(如内部元件总重量>50kg 的工业控制柜);表面可做喷塑处理(厚度 60-80μm,耐刮擦、耐油污),颜色可选(如灰色、黑色、蓝色),满足工业设备的外观需求;成本低(每吨价格约 5000 元,比不锈钢低 40%),适合批量生产的常规场景。缺点是耐腐蚀性差(未处理的钢板在湿度>80% RH 时易生锈),需做好防锈处理;重量大(密度 7.85g/cm³,比铝合金重 2 倍),不适合便携式设备。坚固铰链的钣金机箱,门体开合顺畅且经久耐用,方便设备的日常维护。山西钣金机箱工厂
低维护成本的钣金机箱,耐用且不易损坏,减少企业在设备维护方面的投入。钣金钣金机箱设计方案
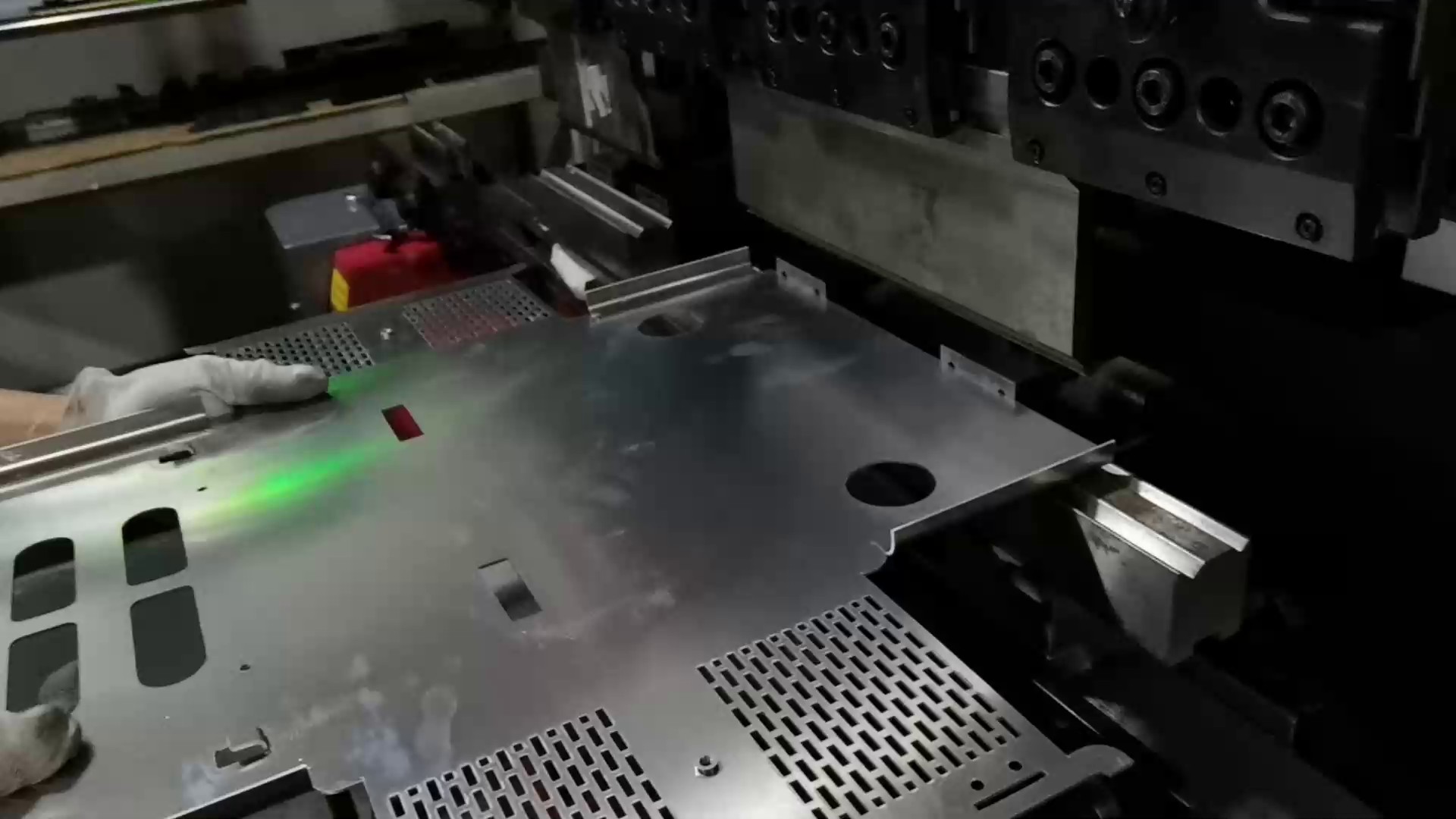
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。钣金钣金机箱设计方案