型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。这类材料具有的外观尺寸一定,断面呈一定形状,具有一定的力学物理性能。型材既能单独使用也能进一步加工成其他制造品,常用于建筑结构与制造安装。机械工程师可根据设计要求选择型材的具体形状、材质、热处理状态、力学性能等参数,再根据具体的尺寸形状要求将型材进行分割,而后进一步加工或热处理,达到设计的精度要求。型材的材质、规格尺寸等可参照相应的国家标准。光伏支架用铝型材订单占工业型材总量的34%。北京型材

冷轧卷和热轧卷是钢铁生产中两种重要的产品,它们在生产工艺、物理特性、应用领域等方面存在区别。了解这两者的不同,对于钢铁行业的从业者以及相关领域的研究人员来说,具有重要的意义。从生产工艺上来看,热轧卷和冷轧卷的制造过程截然不同。热轧卷是将钢坯加热到高温(通常在100摄氏度以上),然后通过轧机进行轧制,形成所需厚度的钢卷。由于在高温下进行轧制,热轧卷的表面会形成氧化皮,表面粗糙,且尺寸精度相对较低。热轧卷的生产效率高,适合大规模生产,通常用于建筑、机械制造等领域。而冷轧卷则是在室温下进行轧制的,通常是在热轧卷的基础上进一步加工而成。冷轧工艺可以提高钢材的强度和硬度,同时改善其表面质量。冷轧卷的表面光滑,尺寸精度高,通常用于对表面质量和尺寸要求较高的产品,如家电外壳、汽车零部件等。其次,在物理特性方面,冷轧卷和热轧卷也有明显的差异。热轧卷由于在高温下轧制,晶粒较大,内部组织相对粗糙,强度和硬度较低,但塑性和韧性较好。热轧卷的抗拉强度一般在400-600MPa之间,适合用于承受较大变形的结构件。相对而言,冷轧卷的晶粒较小,内部组织更加均匀,强度和硬度提高,抗拉强度可达到600-800MPa,甚至更高。质量型材价格2030年中国铝型材内需规模预计达2921万吨,年复合增速5.2%。

光伏铝型材回收体系新疆建成首条光伏支架拆解线,铝型材回收纯度达99.8%,每吨再生铝减排二氧化碳11吨。工字钢智能检测设备上海某企业研制电磁超声探伤仪,可在线检测工字钢内部裂纹,检出精度0.2mm,误报率<0.1%。医疗设备**型材深圳厂家开发医用级6061-T6型材,通过ISO13485认证,用于CT机支架,铅当量达0.5mmPb。槽钢柔性生产线唐山某钢厂改造智能轧机,可10分钟内切换5#-20#槽钢生产,订单响应速度提升80%。型材跨境电商物流优化宁波港开通铝型材专列,通过"抵港直装"模式,中东方向交货期从35天缩短至18天。工字钢-混凝土组合结构广州西塔项目应用新型抗剪连接件,工字钢与混凝土协同承重效率提升25%,减少钢材用量15%。
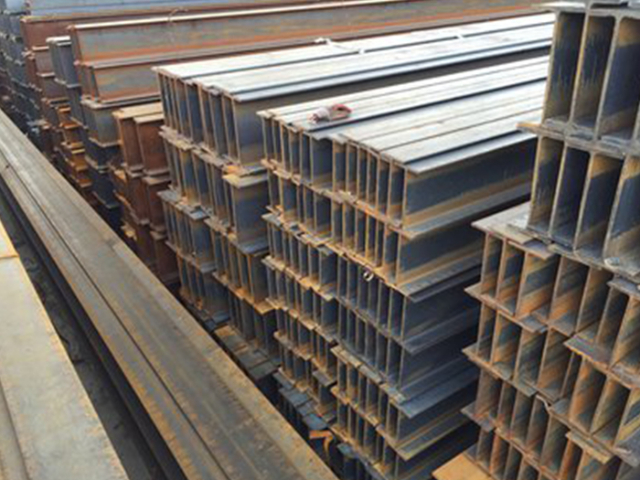
工字钢基础承重结构应用梁柱体系工字钢凭借高抗弯性成为建筑主梁**材料。在跨度≤6m的民用建筑中(如3层别墅),普通工字钢(如250×400mm规格)可**承担楼板荷载,通过满焊连接实现整体框架12。其垂直承重能力达混凝土梁的2-3倍,但需增设角钢加固侧向稳定性39。特殊场景:转换桁架结构中,工字钢与混凝土组合浇筑时需预留排气孔与浇筑孔,混凝土需分层投料(≤500mm)并对称振捣12。楼层板支撑轻型工字钢(如IPE140)***用于LOFT公寓夹层,搭配瓦楞板形成复合楼板。跨度推荐16#工字钢,4。钢梁表面与砖墙平齐设计,可实现隐蔽式承重12。槽钢冷弯成型技术突破8#极限规格,物流货架领域市场份额达58%。

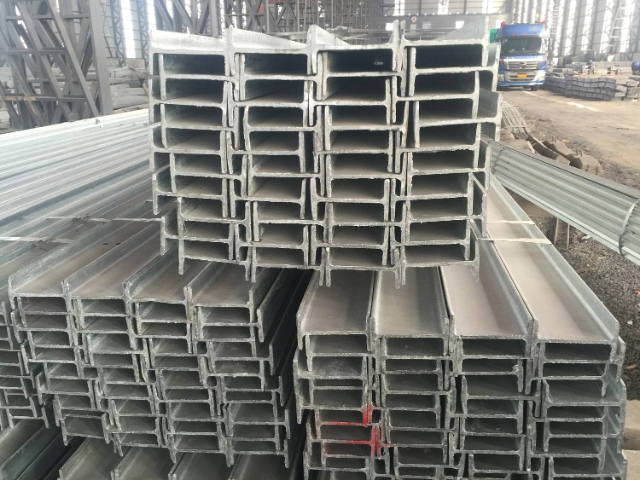
一、产能布局持续优化2020年国内镀锌板总产能突破3500万吨,年复合增长率维持在6%以上。华北、华东地区形成产业集群,宝武、鞍钢等大型企业通过兼并重组提升产业集中度。民营企业在细分领域通过差异化竞争占据市场份额。二、生产工艺明显提升连续热镀锌工艺普及率达到85%,锌层均匀性控制、环保钝化处理等关键技术取得突破。部分企业建成智能化生产线,实现镀层厚度在线监测与精确控制,产品良品率提升至98%以上。三、应用场景加速拓展除传统建筑围护系统外,镀锌板在新能源汽车电池壳体、5G基站机柜等新兴领域用量激增。家电行业对耐指纹镀锌板的需求年增速超过15%,高级别产品进口替代进程加快。四、可持续发展趋势环保型锌铝镁镀层技术逐步推广,吨产品能耗较传统工艺降低12%。预计未来三年,行业将进入整合升级阶段,通过工艺创新与绿色生产满足建筑光伏一体化等新兴市场需求。航空级7050-T7451铝型材实现国产化,应用于C919机翼组件,抗拉强度提升20%。上海型材定制
数字化孪生技术将模具开发周期从45天压缩至7天,试制成本下降50%。北京型材
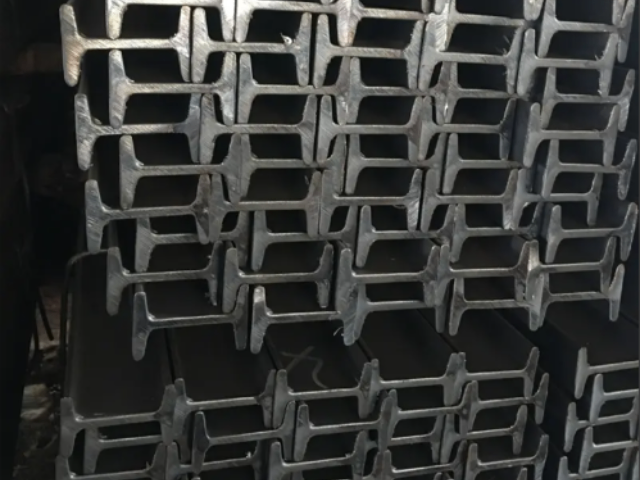
型材生产具有如下特点:(1)品种规格多。已达万种以上,而在生产中,除少数轧机生产专门产品外,绝大多数型材轧机都在进行多品种、多规格生产。(2)断面形状差异大。在型材产品中,除了方、圆、扁钢断面形状简单且差异不大外,大多数复杂断面型材(如工字钢、H型钢、Z字钢、槽钢、钢轨等)不仅断面形状复杂,而且互相之间差异较大,这些产品的孔型设计和轧制生产都有其特殊性;断面形状的复杂性使得在轧制过程中金属各部分的变形、断面温度分布以及轧辊磨损等都不均匀,因此轧件尺寸难以精确计算,轧机调整和导卫装置的安装也较复杂;另外复杂断面型材的单个品种或规格通常批量较小。上述因素使得复杂断面型材连轧技术发展难度大。(3)轧机结构和轧机布置形式较多。在结构形式上有二辊式轧机、三辊式轧机、四辊孔型轧机、多辊孔型轧机、Y型轧机、45°轧机和悬臂式轧机等。在轧机布置形式上有横列式轧机、顺列式轧机、棋盘式轧机、半连续式轧机和连续式轧机等。北京型材