包括以下步骤:一.确定主加热带的热处理工艺步骤1.初步确定主加热带的热处理工艺根据热处理对象,结合各自所固有的特点及相应的局部热处理目的,以及技术设计文件、相关的标准规范确定热处理的关键工艺参数,关键工艺参数包括升降温速率、保温温度、保温时间、加热带的宽度(wphb)。步骤2.优化主加热带的热处理工艺通过数值模拟计算判断均温带的宽度及沿厚度方向温度的均匀性是否满足要求,在此基础上通过热处理模拟实验进行验证,以优化主加热带的关键工艺参数。二.确定副加热带的热处理工艺副加热带的热处理工艺参数包括副加热带中心位置距主加热带的距离wdcb、副加热带最高温度ta和副加热带宽度wahb;步骤3.副加热带中心位置距主加热带的距离wdcb的确定建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数,查看热处理过程中及保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置wdcb,产生压应力的中间位置wdcb距离焊缝中心为wphb步骤4.副加热带最高温度ta的确定在步骤3所确定的副加热带的中心wdcb位置,先假设副加热带的宽度为主加热带的宽度,比较不同保温温度下热处理后应力的分布情况。管道热处理的加热器。甘肃管道履带式加热器特点

履带式加热器的特点:(1)有较高功率密度,可以进行快速加热,其加热速度远超过感应加热。(2)体积小略结构简单合理,重量轻,搬运装拆劳动强度低。(3)可根据热处理工件需要来确定陶瓷电加热器的数量,不受任何条件的约缚。(4)陶瓷电加热器直接覆盖在热处理工件上,外面包履一层保温毯(针刺毯),不需要任何热容量大的材料,因此加热器热损失小,省电、节能效果明显。SCD绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它可以弯折的小直径为Φ70,能满足Φ70以上的各种管道热处理。重庆制造履带式加热器批发厂家热处理加工需要多少钱?
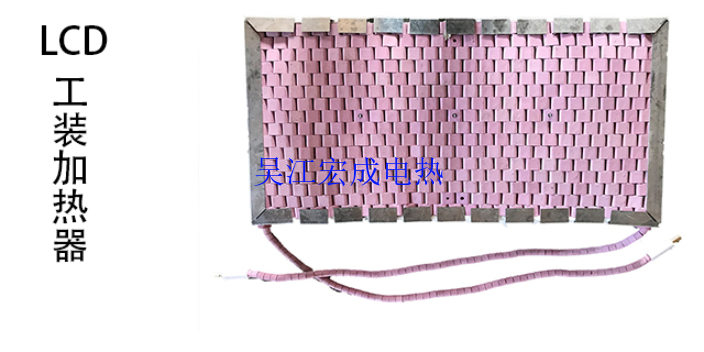
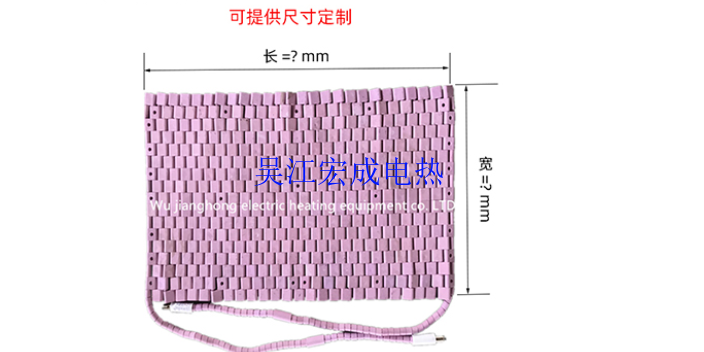
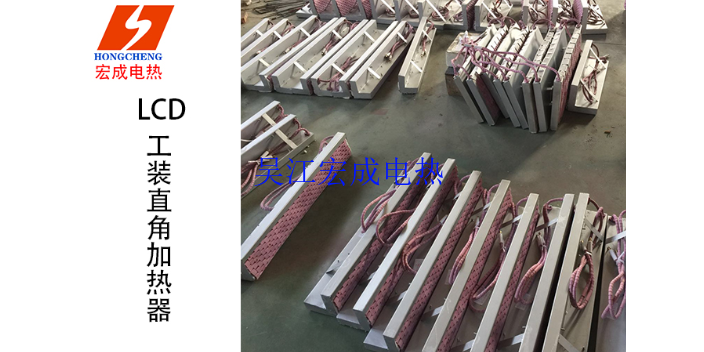
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。
副加热带最高温度为主加热带热处理的保温温度的40~60%。步骤5.副加热带宽度(wahb)的确定在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度,副加热带宽度wahb为:上述技术方案中,在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度。一般而言,副加热带宽度为:由此完成比较好的副加热带热处处理工艺的确定。三.优化主副加热局部热处理工艺步骤6.主副加热带调控在得到主、副加热带的热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定副加热带升温时机,副加热带升温时机为副加热带较主加热带延后升温;上述技术方案中,在得到较优的主副加热带热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定比较好的热处理工艺。升温时间主要包括主、副加热带同时升温和副加热带延后升温。通过研究发现,副加热带延后升温效果较佳。具体的局部热处理方法为:首先,对焊缝部位的主加热带进行升温至保温温度,主加热带开始降温时副加热带升温,主加热带温度降至100~150℃后副加热带开始降温。进一步地,还包括热处理的实施,具体为:四.热处理的实施步骤7.热处理实施根据所确定的热处理方案。SCD绳型陶瓷电加热器。
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。管道热处理远红外加热带。国内进口履带式加热器结构图
履带式电加热器原理。甘肃管道履带式加热器特点
热处理关闭在从石器时代进展到铜器时代和铁器时代的过程中,热处理[1]的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。随着淬火技术的发展,人们逐渐发现淬冷剂对淬火质量的影响。三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为~,而表面含碳量却达,说明已应用了渗碳工艺。但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。法国人奥斯蒙德确立的铁的同素异构理论,以及英国人奥斯汀极早制定的铁碳相图。甘肃管道履带式加热器特点