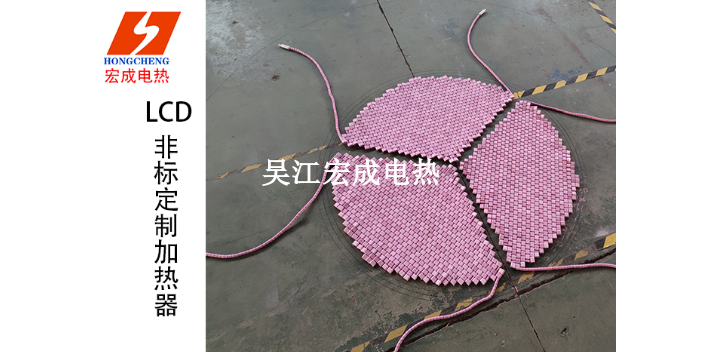
LCD型履带式陶瓷电加热器:LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线。SCD绳型加热器:绳状陶瓷电加热器是根据履带式陶瓷电加热器所研制的一种新型电加热器,其工作及参数相同于履带式陶瓷电加热器,它能满足于电厂检修管道工程的热处理和各种异型焊接构件的热处理,例管道头等。绳状加热器的线径是Φ12,它弯折极少直径Φ70,能满足Φ70以上的各种管道热处理。陶瓷加热器生产厂家。陕西质量LCD履带式电加热器焊前预热焊后热处理商家
内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。直销LCD履带式电加热器焊前预热焊后热处理产品介绍焊前预热陶瓷加热器。

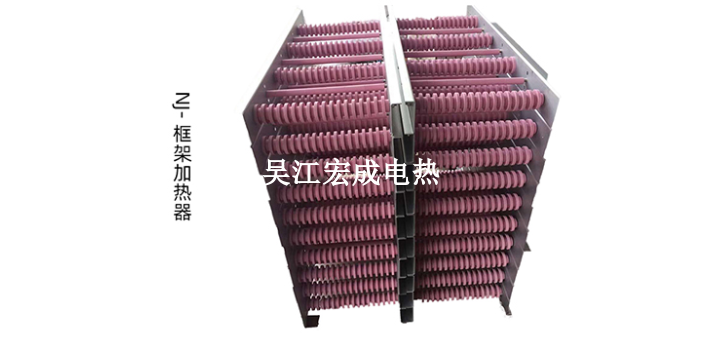
本发明涉及焊接热处理技术领域,具体涉及一种大型压力容器t型接管焊缝局部热处理加热带布置方法。背景技术:焊后热处理是目前消除压力容器焊接残余应力的常用方法。热处理又可分为整体热处理和局部热处理。压力容器在纵焊缝、环焊缝焊接完成后,将筒体送入加热炉中进行整体热处理,在热处理完成后,需要进行开孔,然后焊接接管,形成t型焊接接头。在焊接完成后,一般采用局部热处理降低t型焊接接头处的残余应力,以此来降低压力容器t型接头处发生应力腐蚀开裂的风险。针对压力容器t型接头局部热处理,目前国际上通用做法为在焊接接头区域布置一定的范围的加热带,如中国压力容器标准规范中规定加热范围为通过焊缝区域的整圈压力容器区域,这一方法虽然理论可行,但是对于大型压力容器而言需要整圈布置加热带,需要的电加热功率极高,在现场难以实施,也将消耗大量的能量。在国外标准如asme标准规范中规定可以在t型接头局部区域布置加热带,加热带宽度需要通过模拟计算确定,且容易造成局部热应力,造成局部热处理过程中焊缝区域易开裂的风险。需要采用更加合理的局部热处理加热带布置方法来降低大型压力容器t型接管处焊接残余应力。
正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法:1、陶瓷加热器加热板上的助焊剂受到高温作用,残留物几乎炭化,助焊剂会发生氧化作用,接触助焊剂的加热板会有变成黑色或黑黄色的,这是没办法用普通方法清洗掉的。2、首先用化学试剂(酒精或甲基苯、二甲酮之类的)把助焊剂残渣清洗干净,至于加热板上面颜色比较深的氧化层,可以使用5%-10%的稀盐酸多擦拭几次,就可以清洗干净了,然后再用清水进行清洗。3、注意必须穿戴好防护手套和防护眼镜,以免出现意外。以上是关于正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法,希望对您有所帮助。陶瓷加热器现在成为了一种高效热分部均匀的加热器、热导性非常好的金属合金,可以保证热面温度的均匀性,消除设备热点及冷点,应用范围越来越普遍。 热处理设备加工工厂。
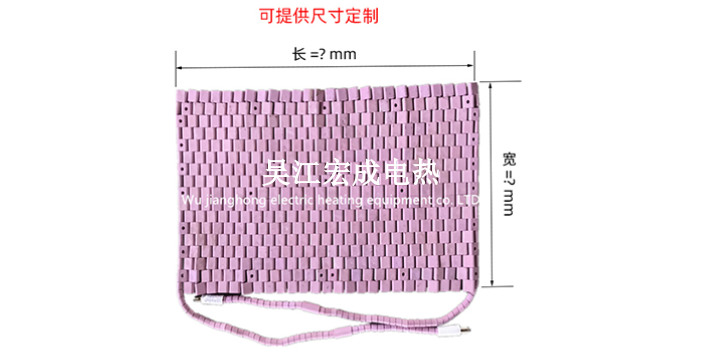
注意:1、吴江宏成电热设备有限公司生产的LCD型履带陶瓷电加热器和SCD型绳状陶瓷电加热器其额定工作电流为45A,电压有220V、110V、55V等几档。但要注意在调节控制设备的输出电压时千万不能大于陶瓷电加热器的额定工作电流,电压不得超额定的10%,以免击穿可控硅和加热器。2、一般额定工作电压220V的陶瓷电加热器可直接接在控制设备的输出插座上,若二块额定工作电压110V的加热器可采用一根专属串联导线串接后,接到控制设备输出的插座上,方便可靠。3、加热器包覆工件时不能相互重迭,若长了一段可暴露在保温层外面,不能包覆在保温层中间,以免烧坏,你们在使用陶瓷电加热器时若能按本说明书介绍的方法去做,我公司生产的陶瓷电加热器的电阻丝性能优于瑞典康太尔公司的同类产品,加热器最高工作温度可达到1000℃不烧坏远红外陶瓷电加热器。嘉峪关直销LCD履带式电加热器焊前预热焊后热处理服务
焊后热处理电加热器。陕西质量LCD履带式电加热器焊前预热焊后热处理商家
参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高,早期设备故障的机率较高。评价过程图补充:必须遵守目前的标准,即确定从法兰(热源)到电气外壳的评估范围,并充分考虑外壳内外产生的所有热量。不这样做可能意味着不安全的情况。陕西质量LCD履带式电加热器焊前预热焊后热处理商家
吴江宏成电热设备有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建宏成产品为目标,努力打造成为同行业中具有影响力的企业。我公司拥有强大的技术实力,多年来一直专注于温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。一般项目:金属表面热处理加工;机械设备租赁;许可项目:货物进出口;道路货物运输(不含危险货物)的发展和创新,打造高指标产品和服务。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。