进行热电偶的点焊、加热片及保温工装的铺设,完成测温热电偶、控温热电偶、补偿热电偶与无纸记录仪、温控箱的连线,确保热电偶无误、热处理相关设备无故障,再进行热处理。本发明具有的有益效果是:本发明所采用主副加热调控残余应力局部热处理方法,是一种全新的局部热处理方法,所采用主副加热调控残余应力局部热处理方法,避免了使用筋板加固,易操作,很大减少了劳动强度和施工周期。所采用主副加热调控残余应力局部热处理方法,由于副加热作用于非焊缝区且加热温度较低,相比传统热处理方法,很大程度降低了焊缝附近的变形,并将比较大变形转移至非焊缝区。所采用主副加热调控残余应力局部热处理方法,通过施加副加热并严格控制主副加热时间间隔,可以在实现组织改善的同时大幅度调控焊接残余应力。所采用局部热处理方法,能够使局部热处理效果达到比较好,焊缝内表面产生较小的拉应力甚至产生压应力,能从根本上解决大型装备焊缝处产生应力腐蚀开裂而发生泄露的难题。一种主副加热调控残余应力局部热处理方法,在焊缝处施加主加热带,在距离主加热带一段距离处施加副加热带。SCD绳式电加热器厂家。甘肃履带式履带式加热器耗材

内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。甘肃履带式履带式加热器耗材SCD绳型陶瓷电加热器。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度极慢),目的是使金属内部组织达到或平衡接近均衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为热处理。淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热...
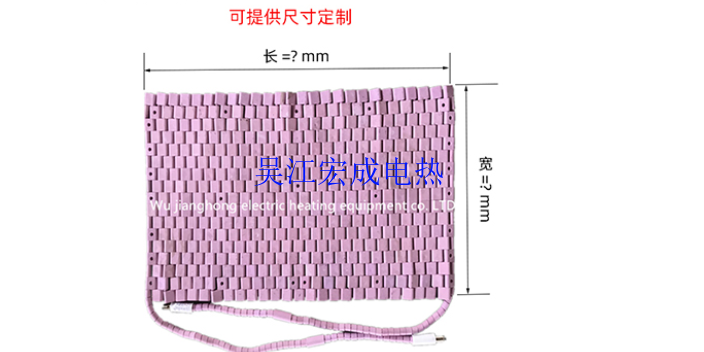
注意:1、吴江宏成电热设备有限公司生产的LCD型履带陶瓷电加热器和SCD型绳状陶瓷电加热器其额定工作电流为45A,电压有220V、110V、55V等几档。但要注意在调节控制设备的输出电压时千万不能大于陶瓷电加热器的额定工作电流,电压不得超额定的10%,以免击穿可控硅和加热器。2、一般额定工作电压220V的陶瓷电加热器可直接接在控制设备的输出插座上,若二块额定工作电压110V的加热器可采用一根专属串联导线串接后,接到控制设备输出的插座上,方便可靠。3、加热器包覆工件时不能相互重迭,若长了一段可暴露在保温层外面,不能包覆在保温层中间,以免烧坏,你们在使用陶瓷电加热器时若能按本说明书介绍的方法去做,我公司生产的陶瓷电加热器的电阻丝性能优于瑞典康太尔公司的同类产品,加热器最高工作温度可达到1000℃不烧坏远红外工装直角加热器。

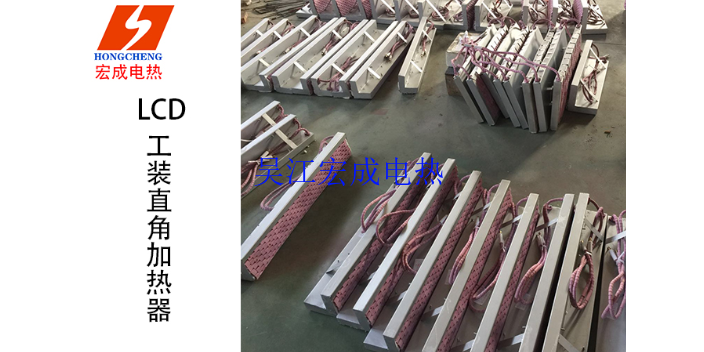
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。热处理柔性陶瓷加热带。甘肃履带式履带式加热器耗材
远红外陶瓷电加热器。甘肃履带式履带式加热器耗材
需要重新设计保温工装,热处理控温难度进一步增大。通过对世界比较大塔器合拢焊缝局部热处理前后的应力进行测试,发现采用传统的局部热处理方式热处理前后应力变化不大,进一步证明了现有热处理存在的问题,成为我国核电、石化等国家重大工程迫切需要解决的难题。除此之外,在桥梁、造船、重型机械等领域,对于平板结构有着普遍的应用,其局部热处理也是一项关键技术。综上所述,随着石化服役环境进一步恶化,核电设计寿命达60年,对可靠性要求极高,对焊接制造提出了极大挑战,消除焊接残余应力成为提高寿命的关键因素。目前的主要矛盾是:一是焊接接头微观组织不均匀,内部存在微观缺陷,如元素偏析或金属化合物(如碳化物和δ相),产生微观应力集中,为晶间应力腐蚀开裂提供了驱动力;二是局部热处理难以消除焊接残余应力,在焊接接头内表面产生压缩应力更是难上加难,无法解决焊接接头应力腐蚀开裂的问题。因此,需要发展基于残余应力调控的制造技术,消除微观、宏观残余应力,实现组织均匀,同时在接头内表面产生压缩应力,即微观组织调控和宏观压缩残余应力调控,解决应力腐蚀开裂的问题。技术实现要素:基于上述背景技术,本发明提供了一种全新的局部热处理方法。甘肃履带式履带式加热器耗材