电加热器在机械行业的设备处理中有很大的应用,比较熟悉的就有全自动包装机、制袋机等设备等,它们都需要用电加热器进行产品的封装和处理。当然电加热器在使用过程中,也会有可能发生故障,其中以烧断和电加热器内部系统的短路尤为常见。一旦电加热器出现内部系统的短路故障,如果不及时排除,就不能保证产品的质量和使用,甚至还会导致电加热器内部系统损坏,造成严重损失。所以要想办法去避免电加热器内部系统故障的发生。电加热器一般是由温度控制仪表的触点来控制其内部的交流电源通断的,当电加热器温度低于设定温度时,它的温度控制仪表的触点接通,温度上升;当电加热器温度高于设定温度时,温度控制仪表的触点断开,温度下降,保证电加热器工作在一定温度范围内。电加热器出现烧断故障的话,操作人员无法判断电加热器是温度升高加热器正常断电,还是加热器断路故障造成的电加热器断电。由于加热器的热惯性,电加热器内部的温度需延迟一段时间才降下来,这样当电加热器的操作人员发现产品不合格后,已造成了浪费,使产品质量受到影响。对此,应该为电加热器设置断路检测装置,它能够有效的自动识别温度升高加热器断电和电加热器断路故障,从而做出正确及时的应对措施。LCD远红外带式加热器。上海热处理履带式加热器特点
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。吴江履带式加热器耗材管道热处理电加热器。
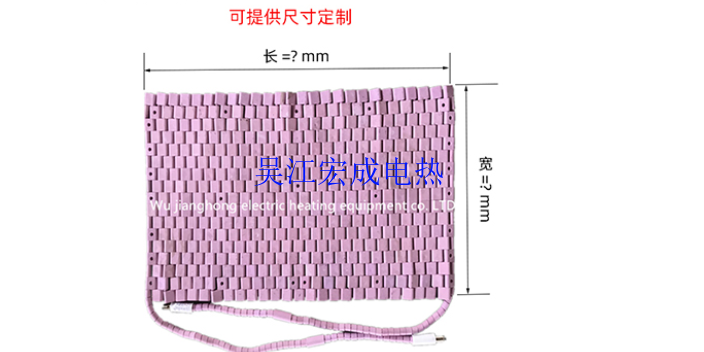
履带式加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种崭新颖实用的理想局部热处理加热器。最高工作温度 1000 ℃ 。性能:加热速度快,热利用率高;适用:各种金属构件。
密集集箱管座焊缝热处理由于不能实现每只焊缝单独控制温度,在热处理工艺的制定过程中如果不能保证焊缝温度的均匀性就会导致焊缝的硬度不均匀,影响热处理质量。对此,本文通过多次模拟实验和现场实践制定了合理的热处理工艺,保证了热处理质量,达到了保证焊缝的使用性能的目的,对类似焊缝热处理施工提供了宝贵经验。图1密集管座集箱1、热处理工艺分析密集集箱管座焊缝绕集箱成360°布置,在热处理过程中不能实现每只焊缝单独控温,如何保证不控温焊缝的高温回火温度与控温焊缝的温度相同是该热处理工艺的关键,而制约其高温回火温度的主要因素是由于焊缝工位不同。针对这个关键因素,将同炉处理的焊缝(以5只SA-213T91焊缝为例)全部布置热电偶,选择其中一只热电偶控制温度,其它热电偶作为监测热电偶,并对每只热电偶的温度进行记录。选用同一个厂家、同一批次的柔性陶瓷加热器(每个加热器的电阻相同),同一批次校验的热电偶,保温材料的质量和面积相同,同批处理的焊缝位置,热处理恒温温度时各热电偶的温度值。 陶瓷电加热器的价格。

热处理关闭在从石器时代进展到铜器时代和铁器时代的过程中,热处理[1]的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。中国河北省易县燕下都出土的两把剑和一把戟,其显微组织中都有马氏体存在,说明是经过淬火的。随着淬火技术的发展,人们逐渐发现淬冷剂对淬火质量的影响。三国蜀人蒲元曾在今陕西斜谷为诸葛亮打制3000把刀,相传是派人到成都取水淬火的。这说明中国在古代就注意到不同水质的冷却能力了,同时也注意了油和尿的冷却能力。中国出土的西汉(公元前206~公元24)中山靖王墓中的宝剑,心部含碳量为~,而表面含碳量却达,说明已应用了渗碳工艺。但当时作为个人“手艺”的秘密,不肯外传,因而发展很慢。1863年,英国金相学家和地质学家展示了钢铁在显微镜下的六种不同的金相组织,证明了钢在加热和冷却时,内部会发生组织改变,钢中高温时的相在急冷时转变为一种较硬的相。法国人奥斯蒙德确立的铁的同素异构理论,以及英国人奥斯汀极早制定的铁碳相图。陶瓷式电加热器系列。吴江履带式加热器耗材
SCD绳式电加热器厂家。上海热处理履带式加热器特点
热处理作为重大装备制造与安全的重要技术,也是重大难题。在石油化工、核电等领域,压力容器作为关键关键设备,是实现传热传质化学反应的主要场所,其在役安全意义重大。目前,我国的压力容器在尺寸上不断的朝向大直径、超壁厚、超长度方向发展,尺寸不断突破世界记录。而焊接接头的应力腐蚀开裂(scc)问题已成为石化、核电装备失效的主要原因。大型压力容器由于受热处理炉体积的限制无法采用整体热处理,只能采用局部热处理。热处理可以有效消除焊接残余应力,由于相关标准和规范忽略了热处理过程中产生的不利危害而产生开裂,国内外设计标准均未科学解决。关于局部热处理,gb150规定包括接管在内的整个圆周进行加热。对于小尺寸的容器是可行的,对于超大直径的容器例如直径50m,显然不可行。从成本方面考虑,需要消耗大量的电力。从容器的完整性考虑,容器热处理易产生大变形;asme允许采用点状加热但是必须通过数值模拟进行验证。目前国内采用分段对称加热与筋板加固刚-柔协同控制方法,残余应力消除效果由30%提高到70%以上,解决了超大承压设备热处理变形过大导致开裂的难题。然而,现场实际从筋板的下料、焊接、去除工作量巨大,使得工期延长;由于筋板的存在。上海热处理履带式加热器特点