- 品牌
- 兴标
- 型号
- 123
提高机械加工的生产效率是制造业持续发展的**任务之一。以下是一些关键的策略和方法,可以帮助企业实现这一目标:优化工艺流程:对现有的工艺流程进行***分析,找出瓶颈和不必要的环节,进行针对性的优化。引入先进的工艺技术和方法,如精密加工、高速切削等,提高加工效率和质量。合理安排工序,确保各工序之间的衔接顺畅,减少等待时间和物料搬运次数。提高设备利用率:选用高效、稳定的机械设备,确保设备性能满足生产需求。定期对设备进行维护和保养,保持设备处于比较好工作状态。实施设备更新计划,及时淘汰老旧设备,引入新型高效设备。加强人员培训与管理:对操作人员进行专业技能培训,提高其操作水平和安全意识。建立激励机制,鼓励员工积极参与生产改进和创新活动。合理安排人力资源,确保关键岗位有合适的人员配备。引入自动化与智能化技术:采用自动化生产线和机器人技术,减少人工操作,提高生产效率。利用数控技术、传感器和数据分析工具,实现生产过程的实时监控和智能调整。推广使用智能化管理软件,优化生产计划和资源调度。实施精益生产:通过消除浪费、持续改进和流程优化,实现精益生产。采用5S管理、看板管理等工具和方法,提高生产现场的管理水平。
。 金加工机械加工可以实现对金属材料的焊接和组装。上海工程金加工机械加工值多少钱
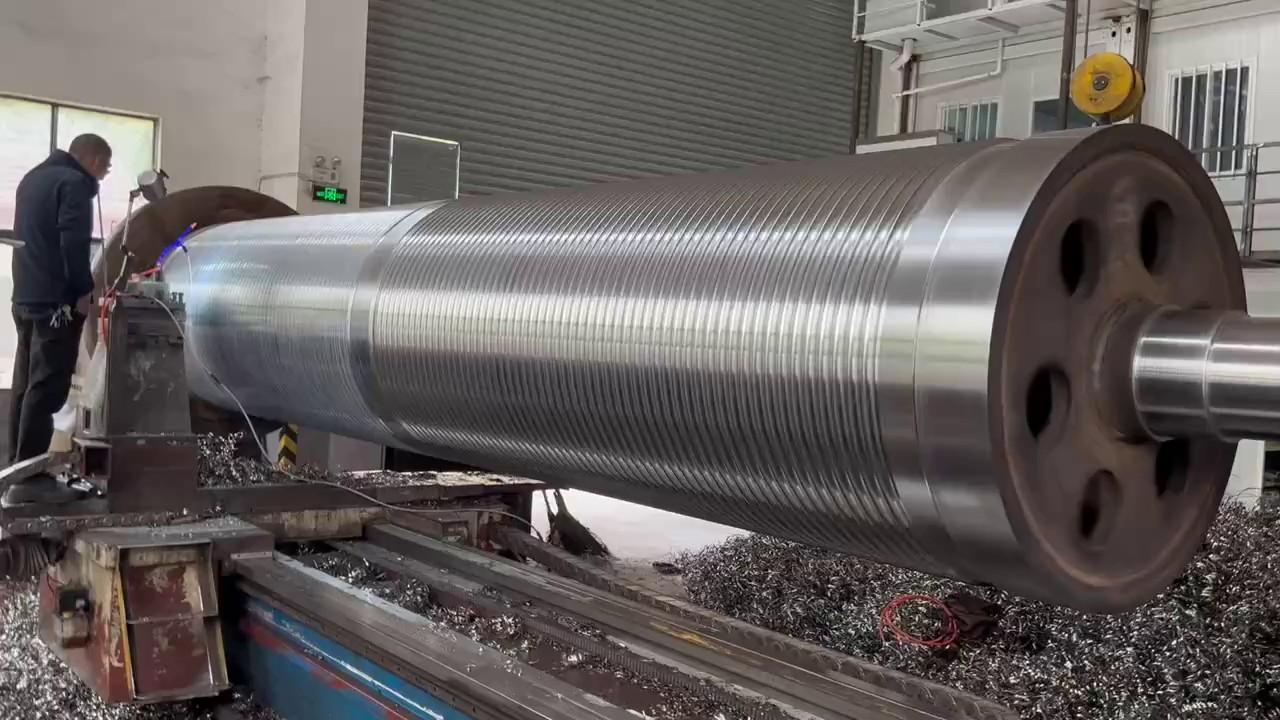
金加工机械加工
智能化技术:人工智能(AI):AI技术通过机器学习、深度学习等方法,使机床能够自主学习和优化加工参数,提高加工精度和效率。传感器技术:传感器能够实时检测机床的运行状态、零件的加工质量等信息,为智能决策提供数据支持。云计算与大数据:通过云计算和大数据技术,可以实现对机械加工数据的收集、分析和处理,从而优化生产过程,提高生产效率。此外,还有一些综合性的自动化和智能化技术,如柔性制造系统(FMS)和计算机集成制造系统(CIMS)。FMS能够实现多种零件在同一生产线上进行加工,提高了生产线的灵活性和适应性;CIMS则通过集成多个制造系统,实现整个制造过程的优化和协同。这些自动化和智能化技术的应用,使得机械加工过程更加高效、精细和可靠,同时也降低了生产成本和工人的劳动强度。随着技术的不断进步和应用领域的不断拓展,未来机械加工中的自动化和智能化技术将会更加成熟和普及。 浙江自动化金加工机械加工租赁选择合适的刀具和夹具对提高金加工效果至关重要。

实现机械加工过程的自动化是一个复杂而系统的工程,涉及多个环节和技术的集成。以下是一些关键步骤和技术,用于实现机械加工过程的自动化:设备选择与配置:选用数控机床、自动化专机和具备自动化接口的加工设备。配置自动化设备,如工业机器人、自动化夹具、物料传输系统等。编程与控制系统:利用CAM(计算机辅助制造)软件编制零件的加工程序。引入CNC(计算机数控)系统,通过计算机控制机床的运动和加工过程。实现PLC(可编程逻辑控制器)对自动化设备和生产线的控制。物料传输与仓储:引入自动化物料传输系统,如传送带、自动升降机、AGV(自动导引车)等。使用自动化仓储系统,实现原材料和半成品的自动存储与取料。在线检测与质量控制:集成在线检测设备,如视觉检测系统、测量仪器等,对加工过程进行实时监控。通过数据分析与反馈,优化加工参数,确保产品质量。信息管理与集成:建立MES(制造执行系统),实现生产计划、设备状态、物料库存等信息的实时管理。利用工业互联网技术,实现设备之间的信息互通与协同工作。安全与防护:设计安全防护措施,确保自动化设备和生产线的安全运行。引入安全监控系统,实时监测生产现场的安全状况。
在机械加工中,表面粗糙度的控制是至关重要的,它直接影响到工件的精度、性能和寿命。以下是一些关键措施来控制机械加工中的表面粗糙度:切削参数的合理选择:切削速度、切削深度和进给速度等切削参数对表面粗糙度有***影响。合理的切削参数选择可以减少切削过程中的振动和摩擦,从而降低表面粗糙度。在实际加工中,应根据工件材料、加工要求以及机床性能等因素,通过试验和实践经验来确定比较好的切削参数组合。刀具选择与优化:刀具的几何参数,如主偏角、副偏角、刀刃倾斜角和刀尖圆弧半径等,对切削过程和表面粗糙度有很大影响。选用合适的刀具材料,如硬质合金或高速钢,并根据加工需求调整刀具几何参数,可以***提高加工表面的光滑度。机床精度与刚性:机床的精度和刚性对表面粗糙度具有决定性作用。选用高精度、高刚性的机床,并进行定期维护和校准,可以确保加工过程的稳定性和精度,从而降低表面粗糙度。冷却液的使用:合理选择和使用冷却液对于降低表面粗糙度非常重要。冷却液可以降低切削温度,减少刀具与工件之间的摩擦和磨损,从而改善加工表面的质量。在选择冷却液时,应考虑其冷却性能、润滑性能和清洗性能,并根据加工材料和工艺要求进行选择。 金加工机械加工过程中,需要合理选择加工工艺和加工路线。

切削深度与进给速度的匹配是机械加工过程中的关键要素,它们直接影响着加工效率、加工质量和刀具寿命。以下是一些关于如何匹配切削深度与进给速度的建议:首先,切削深度主要决定了每次切削时去除的材料量。较深的切削深度可以提高加工效率,但也可能增加切削力和刀具磨损。因此,在选择切削深度时,需要考虑工件的硬度、刀具的耐用性以及机床的刚性。对于硬度较高的材料,建议采用较小的切削深度,以避免过大的切削力导致刀具损坏或机床振动。相反,对于软性材料,可以适当增加切削深度以提高加工效率。其次,进给速度决定了刀具在工件上的移动速度。较快的进给速度可以提高生产效率,但也可能导致切削力增大、切削温度升高,从而影响加工质量和刀具寿命。因此,在选择进给速度时,需要综合考虑切削深度、刀具材料和工件特性。通常,较深的切削深度需要配合较慢的进给速度,以保持切削过程的稳定。在实际操作中,切削深度与进给速度的匹配通常需要根据具体加工条件和经验进行调整。可以通过试验或参考机床和刀具制造商的推荐值来确定合适的切削参数组合。同时,使用先进的切削仿真软件也可以帮助预测和优化切削过程,实现切削深度与进给速度的比较好匹配。总之。 金加工机械加工可以满足个性化和定制化需求。江苏工程金加工机械加工耗材
高速旋转的铣刀是金加工机械中常见的工具之一。上海工程金加工机械加工值多少钱
在数控加工中,坐标系的设定是至关重要的,因为它决定了刀具与工件之间的相对运动轨迹。以下是数控加工中坐标系设定的主要步骤和原则:机床坐标系的规定:数控机床上的坐标系通常采用右手笛卡尔直角坐标系。这种坐标系通过X、Y、Z三个坐标轴来描述空间中的点,其中X轴和Y轴确定水平面内的位置,Z轴表示垂直方向。在确定机床坐标系时,通常认为工件是静止的,而刀具是运动的。这样,编程人员就可以依据零件图样来确定机床的加工过程,而不必考虑工件与刀具的具体运动情况。X、Y、Z坐标轴的正方向通常按照右手定则来确定:伸出右手的大拇指、食指和中指,并使它们相互垂直。大拇指**X坐标,食指**Y坐标,中指**Z坐标。大拇指的指向为X坐标的正方向,食指的指向为Y坐标的正方向,中指的指向为Z坐标的正方向。在数控加工中,Z坐标通常平行于主轴,刀具离开工件的方向为正方向。X坐标与Z坐标垂直,且刀具旋转时,面对刀具主轴向立柱方向看,向右为正方向。Y坐标则在X和Z坐标确定后,用右手直角坐标系来确定。工件坐标系的设定:工件坐标系是编程人员在编写程序时,在工件上建立的坐标系。它的设定主要是为了方便编程和加工,使得刀具能够按照预定的轨迹对工件进行加工。 上海工程金加工机械加工值多少钱
- 浙江工业金加工机械加工生产厂家 2024-10-31
- 上海大型金加工机械加工规格 2024-10-31
- 上海金加工机械加工服务 2024-10-31
- 金加工机械加工技术参数 2024-10-31
- 江苏金加工机械加工 2024-10-31
- 不锈钢金加工机械加工设备 2024-10-17
- 江苏安装金加工机械加工有几种 2024-10-16
- 上海本地金加工机械加工 2024-10-16
- 江苏多功能金加工机械加工直销价格 2024-10-16
- 半自动金加工机械加工销售 2024-09-09
- 自动化金加工机械加工功能 2024-09-09
- 江苏多功能金加工机械加工代加工 2024-08-28


