开炼机是利用辊筒对原料进行的挤压和剪切来实现炼胶的目的的。在进行炼胶的时候,辊距将会影响到滚筒对原料进行的工作效果,也会影响到产品质量,所以液压调距系统对开炼机而言有着不可言喻的地位,液压调距系统的好坏,直接影响到了炼胶的品质与失效。迈勒液压对开炼机的工作原理和调距系统的要求进行了分析,对液压系统方案的流量和压力的确定进行了精细的分析,并针对不同类型的开炼机定制和开发了一套液压调距阀组,紧凑的结构和模块化的设计,节省了安装空间,将开炼机2个滚筒动作都集成在一个阀组上,动作协调一致,炼胶品质稳定,且售后维修便捷,为开炼机厂商解决了液压难题阀组,注塑机阀组,迈勒液压定制设计!河南垃圾抓斗阀组工厂
阀组的设计就是将各液压阀合理地放置到液压集成块各个面上,并根据液压原理图,决定相关孔道的连通。这两项工作是交叉进行的,考虑液压阀放置位置时,就要考虑孔道相通情况,而在安排孔道相通情况时,又要变动液压阀的位置。液压阀组在设计时应合理布置孔道,尽量减少深孔、斜孔和工艺孔。阀组设计繁琐、费时且易出错,一个出色的油路块设计工程师应该做好以下几个步骤:①液压原理图的审定②液压元件的选择③油路块材料的选择④油路布局设计的校验湖南油压机阀组加工怎样看懂阀组的原理图,上海迈勒液压技术有限公司为您揭开谜团!
阀组加工过程中,先要对来料进行处理,阀块材料需要保证内部组织致密,不得有夹层、沙眼等缺陷,加工前应对毛坯探伤。下料,一般每边至少留5mm以上加工余量。 铣外形,铣削阀块6面,每边留0.2~0.4mm磨量。粗磨,粗磨阀块6面,每边留0.05~08mm精磨量,保证两对应面平行度小于.03mm,两相邻面垂直度小于0. 05mm。划线,目前迈勒液压生产的阀块都是在CNC加工中心上直接完成;钻孔,各孔表面精糙度Ra= 12.5m;镗铣孔道,二通插装阀安装孔道加工时应该在一个工位上完成,以保证其同心
上海迈勒液压技术有限公司一直致力于设计和开发橡塑机械阀组,其中注塑机阀组以其模块化设计、成熟简洁的油路设计被许多注塑机厂家所推崇。注塑机阀组主要是由阀块和液压控制元件组成。我司所制造的阀组,包括油路块、电磁球阀、电磁换向阀(6通 & 10通径)、直动式溢流阀、比例阀、平衡阀、逻辑阀等液压元件。紧凑合理的阀块设计,使得它安装方便,调试轻松,专业的油路布置搭配合适的液压元件,也是得注塑机锁模、合模动作顺畅、准确,性能稳定,持久耐用迈勒液压,10年注塑机阀组的开发经验!
开炼机调距时,开炼机的前辊筒移动、后辊筒静止。左、右两个液压缸共同驱动前棍简,共用一个系统油源。两个液压缸正常工作时,主要由电液伺服阀控制。左、右两个液压缸回路各配一套中、低压皮囊式蓄能器,蓄能器主要是用来吸收油源的脉动,并在应急情况下释放储存的油液。左、右液压缸均安装了位移传感器和压力传感器,分别用来检测活塞杆的位置和液压缸的工作压力。电磁换向阀用来控制大流量应急快退回路的通断。迈勒液压设计的调距阀组可实现如下动作:推进、慢进、慢退、保压静止、急退。保证开炼机辊筒动作到位,油缸顶出、退回动作顺畅,保压效果佳,安全可靠,持久耐用阀组怎样维修,上海迈勒液压技术有限公司来教您!杭州阀组销售
潜孔钻阀组解决方案,迈勒液压专业设计!河南垃圾抓斗阀组工厂
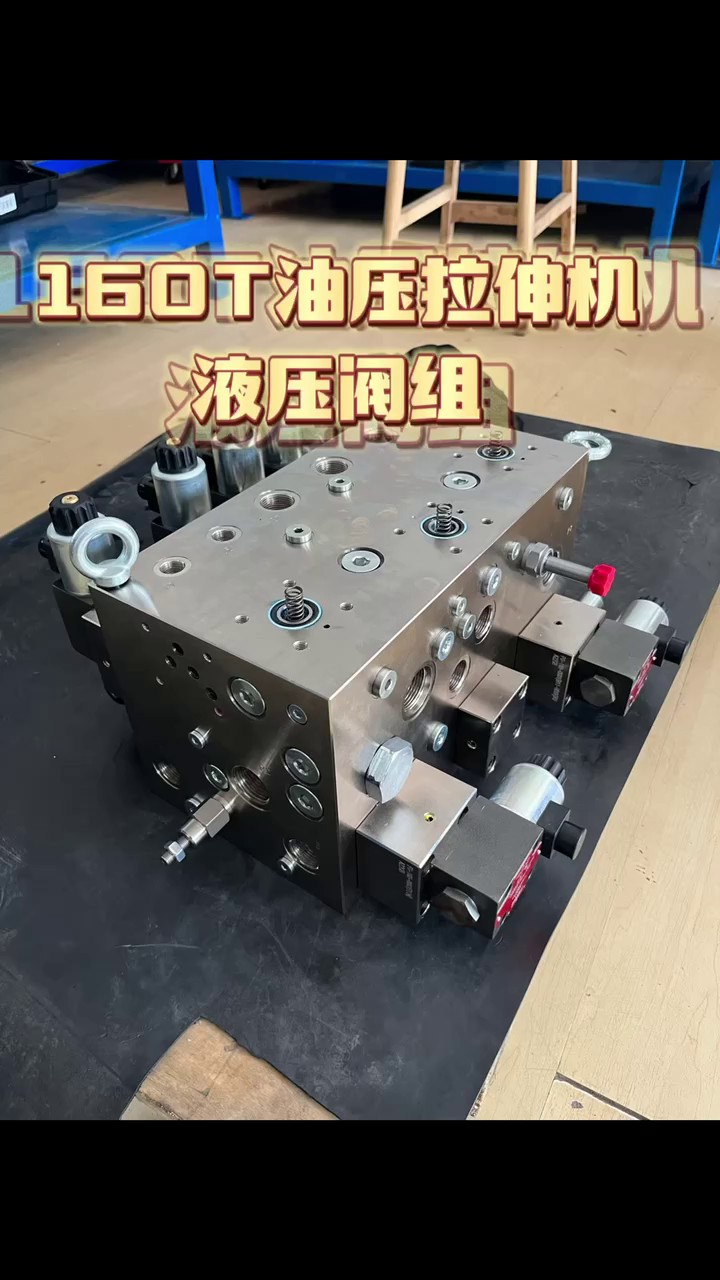
当油压拉伸机工作时,阀组上的电磁换向阀通电,油泵吸油打压,经顺序阀进入电磁换向阀的右侧,再通过单向阀进入上缸的上腔,再经电磁阀补油进入油缸上腔,回油从上缸的下腔,经单向顺序阀背压阀和液控单向阀,通过换向阀流回到油箱。油压拉伸机上缸在自重的作用下加速了向下快速运动,使上缸的上腔瞬间形成真空,补油箱的油会通过液控单向阀被吸进上缸的上腔消除真空,保持上缸的快速下移。当油压拉伸机上缸带动上模与下模合模后油液继续输入上油缸的上腔,油缸上腔压力升高,补油箱处的液控单向阀被关闭,切断了补油箱的供油,使上缸下行速度开始放慢,油缸上腔压力继续升高,当超过压力传感器的设定值时就会发出信号,控制换向阀转换到中位切断油缸上腔的供油,油压拉伸机上缸停止运动,进而进入保压阶段。完成后拉伸机换向阀左位被接通,油泵打出压力油经过顺序阀,通过换向阀的左位,经过液控单向阀和背压阀,进入上油缸的下腔,推动油缸向上运动的同时电磁阀切换到左位,油箱补油加速回程;油压拉伸机的油缸上腔的回油通过液控单向阀流回到补油箱,上缸能快速退回原位。迈勒液压一直专注于油压拉伸机、油压机、压铸机阀组的设计与开发。 河南垃圾抓斗阀组工厂