臭氧发生器产生的臭氧通过气水接触设备扩散到待处理水中,通常使用微孔扩散器、气泡塔或喷射器、涡轮混合器等。臭氧的利用率要在90%以上,剩余的臭氧将随尾气排放。为避免污染空气,尾气可采用活性炭或杂多酸剂分解,臭氧也可采用催化燃烧法分解。水溶液中臭氧分解非常重要的一个影响因素是PH值,在发生O3和H2O2/O3反应体系中,需要合理的控制PH值,因为如果pH值太低会直接影响到臭氧氧化反应,使得反应具有一定的选择性,不能有效的将有机物的去除,随着PH值的不断增加,溶液中的OH-不断增加,其也会进一步加强氧化能力的反应,不断提高整体的反应效率。但由于pH值过高,其中会有OH清除剂,会消耗其中的羟基自由基,对整个过程中有机污染物的氧化会产生很大的影响。臭氧催化反应器在空气净化领域广泛应用,可有效去除空气中的细菌、烟尘和有害气体等。环境臭氧催化反应器供应商
臭氧虽然具有很强的氧化性,但由于其高选择性,在反应过程中很难去除污水。随着科学技术的不断发展,这方面的研究越来越多,臭氧水处理也在不断改进。目前,利用臭氧的均相催化和多相催化来达到降解有机物的目的。间接催化反应主要是臭氧可以直接或通过触发反应、增殖反应和终止反应产生的自由基氧化多种化合物,每个反应产生不同的自由基。自由基和水中有机物的反应速度很快,同时不需要选择,关键部分是羟基自由基。羟基自由基是较常见的氧化剂,其氧化电极电位只低于氯,它的优点是能迅速与有机物反应,而且不需要选择,很容易与气体不同位置的有机物反应,产生易氧化的中间产物。对于这些游离基因来说,反应速度很快,目前的反应速率已经达到了106~109L/mol s,所以各个有机化合物的催化臭氧反应速度是相似的,所以也造成了自由基反应的选择性低。西安循环流化床式臭氧催化氧化反应器价格臭氧催化氧化催化剂的使用方法是什么?
臭氧催化氧化技术是臭氧在催化剂的催化作用下,在水中形成具有强氧化作用 的羟基自由基·OH(E0=2.8V),利用具有强氧化作用的羟基自由基·OH,并兼具电化学反应,对废水中的有机或无机物进行氧化还原反应,进而达到分解、脱稳、 吸附、凝聚等作用,去除废水 COD 并提高废水的 B/C 比。臭氧催化氧化技术特别 适用于可生化性较差的废水处理。 催化臭氧化主要有以下几个机理: ①通过催化剂强化产生更多的具有极高氧化还原电位的羟基自由基,使得有机污染物得到完全的降解; ②通过催化剂与水中的有机污染物发生络合反应,使有机污染物更易于被氧化分解;③通过催化剂使臭氧和有机物得到富集,从而加快有机物的氧化分解速度。
臭氧催化氧化塔又称为臭氧反应罐、臭氧氧化塔、臭氧曝气塔。塔内部设置有布水板、曝气盘和填料,上部侧面设置有进水口,下部侧面设置有臭氧进口,底部或侧面设置有排水口。提高臭氧的利用率,可以循环利用尾气,装置紧凑及占地面积较小。臭氧催化氧化塔主要由氧化塔壳体、专有塔内组件及专有臭氧催化剂催化剂组成。专有塔内组件实现了臭氧与废水的高效混合,装置的气水吸收系统采用钛材质曝气盘进行臭氧曝气,增大了臭氧在废水中的溶解度,结合我公司研制的臭氧催化剂系列产品,保证臭氧的高效利用率。采用臭氧催化氧化塔的形式,可有效解决传统臭氧氧化池存在的问题。臭氧催化氧化反应器采用特殊制备工艺,机械强度大、使用寿命长。

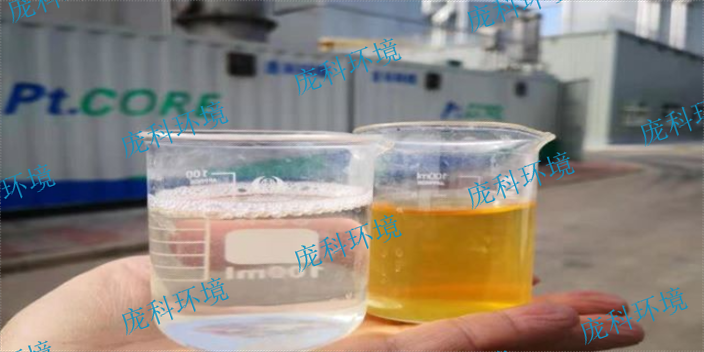
介绍一下催化臭氧工艺在各行业工业废水的应用情况:水质不同,催化臭氧氧化的效果差距很大,即使同一行业的废水,效果也有很大的差异,解决这一问题的方法就是小试实验。实践结果:(1)绝大部分的废水(约占99%),催化后均提高了COD的去除率;(2)大部分工业废水,经催化后COD的去除率提高幅度约60 – 150%左右;大部分工业废水,经50至120分钟的催化臭氧氧化,COD的去除率在50 – 70%之间。我们已做过多种行业废水的中试研究(塔高8米,处理水量在100M3/d左右),包括印染废水、煤化工废水、精细化工(农药、医药)废水、电子(液晶显示)行业废水等。万吨级废水处理,已有数项正在工程施工。臭氧催化反应器还可以应用于烟气处理中,减少烟囱排放的污染物。青岛环境臭氧催化反应器厂商
臭氧分解后,会分解成氧气而不会造成二次污染。环境臭氧催化反应器供应商
臭氧催化剂的工艺是基于臭氧的高效水处理技术技术。简化了处理流程,几乎无二次污染。臭氧催化剂将臭氧的强氧化性和催化剂的吸附、催化特性结合起来,能较为有效地解决有机物降解不完全的问题。臭氧可以使污水中残留的分子伴侣、长链、部分不可生物降解的有机化合物立即氧化成二氧化碳和水,部分可溶于小分子水,从而破坏不可生物降解的有机化合物的结构,减少不良反应,提高B/C比。臭氧催化剂用在难降解废水预处理及深度处理上,可高效降解COD、色度、提高废水可生化性、提高臭氧利用率、强化臭氧效率等。环境臭氧催化反应器供应商


